
Основные сведения по восстановлению деталей
Для описываемых двигателей производитель предусматривает восстановление пары «направляющая втулка - шток клапана» применением клапанов с ремонтными размерами штоков. При этом изношенная втулка восстанавливается методом развертывания до ремонтных размеров. Работы такой сложности следует поручать только квалифицированному механику.
Восстановление работоспособности направляющей втулки клапана
| Размер | Развертка | Код, наносимый на детали нового двигателя | Код, наносимый на детали двигателя при ремонте |
| Стандартный | - | - | К |
| Ремонтный + 0,075 | КМ-253 | 1 | К1 |
| Ремонтный + 0,150 | КМ-254 | 2 | К2 |
| Ремонтный + 0,250 | КМ-255 | А |
1. Определите фактический износ в паре «втулка - шток клапана». При зазоре, превышающем 0,1 мм, эта пара трения нуждается в замене. Эту диагностическую операцию должен проводить только квалифицированный механик.
2. Код ремонтного размера нанесен на направляющей втулке клапана и торце штока клапана. В таблице приведены стандартный и ремонтные размеры, обозначение развертки, применяемой авторизованными СТО, и содержание кодов, наносимых на втулки и клапаны. Имеется два вида кодов: код, наносимый при сборке нового двигателя, и код, наносимый на втулку при ремонте.
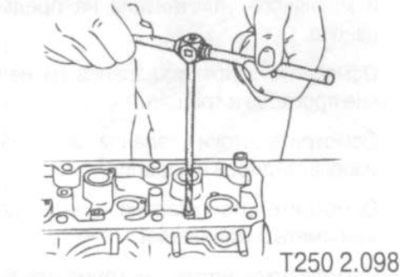
3. Произведите развертывание отверстия направляющей втулки. Направление развертывания - от верхней стороны головки цилиндров. После развертывания перечеркните код, нанесенный на втулке, и нанесите новый код.
Восстановление седел клапанов
1. Произведите обработку рабочей поверхности седел клапанов.
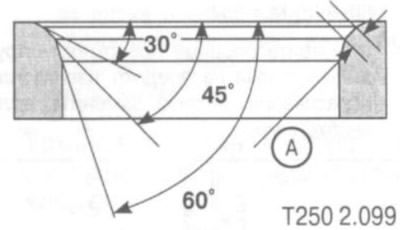
Запирающая поверхность седел клапанов восстанавливается при помощи трех конических фрез:
- фреза для обработки рабочей поверхности седла: 45°;
- фреза для обработки верхнего угла коррекции: 30°;
- фреза для обработки нижнего угла коррекции: 60°.
Ширина (А) рабочей поверхности седла клапана:
- впускного: 1,3-1,5 мм;
- выпускного: 1,6-1,8 мм.
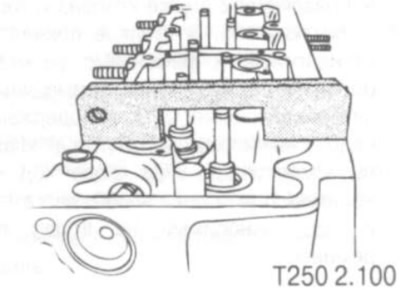
2. Проверьте положение торца штока клапана после установки клапана (без специальных калибров эту работу должен выполнять квалифицированный механик).
3. Если торец штока расположен выше (ближе к оси распределительного вала), следует заменить клапаны новыми и затем проверить положение торца штока снова.
4. Если торец штока клапана все еще расположен выше, несмотря на замену клапанов, замените головку цилиндров.
Осмотр клапана
1. Осмотрите клапан на предмет износа, смятия верхнего торца штока.
2. Осмотрите канавки сухарей клапанов и масляного уплотнителя на предмет износа.
3. Осмотрите головки клапанов на наличие прогаров и трещин.
4. Осмотрите штоки клапанов на наличие износа, задиров и царапин.
5. Осмотрите шток клапана - он не должен иметь искривлений.
6. Осмотрите запирающий конус клапана. Если выработка контактного конуса настолько велика, что восстановление поверхности даст острую кромку на стыке конической и плоской поверхностей головки клапана, следует заменить клапан.
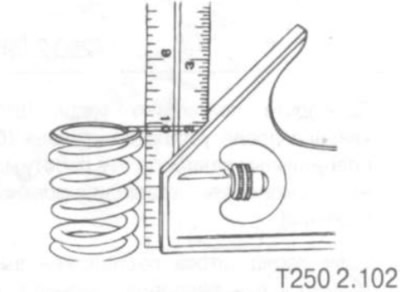
7. Осмотрите пружину клапана. Если концы пружины клапана не параллельны, замените пружину клапана.
8. Измерьте высоту пружины клапана. Если высота пружины клапана не соответствует спецификациям, замените пружину клапана.
9. Осмотрите опорные поверхности пружины клапана на предмет износа или образования канавок. Замените, если необходимо.
Шлифовка клапана
1. Убедитесь, что на конусе головки клапана нет прогаров.
2. Клапан можно перешлифовывать только два раза. Не шлифуйте торец штока клапана.
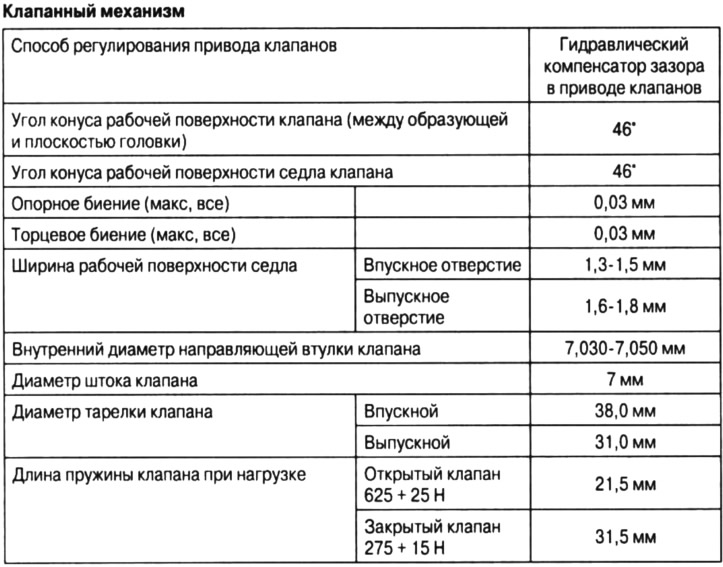
3. Угол между образующей конуса клапана и плоскостью головки составляет 46°.
Притирка клапанов
Если выработка запирающего конуса клапана не слишком велика, следует притереть клапан к восстановленному запирающему конусу седла клапана (как правило, при работе клапана запирающая поверхность шатунных подшипников становится шире: до 4-5 мм). Если при этом на конусе нет глубокой канавки, то возможна притирка клапана к восстановленному седлу без шлифовки конуса.
Притирка клапана осуществляется при помощи специальных притирочных паст на основе корунда.
При этом клапан, установленный в наравляющую втулку, совершает возвратно-поступательные движения с одновременным поворотом вправо-влево попеременно. Такие движения необходимы для образования косых притирочных линий, располагающихся крест-накрест. В процессе притирки следует периодически поворачивать клапан в седле для обеспечения равномерности притирки. Притирку можно считать завершенной, когда на запирающей поверхности клапана образуется равномерная матово-серая кольцевая полоса контакта, равная по ширине запирающей поверхности седла.