
Функции на устройството
Основните размери на мотовилката и буталната група са дадени на фиг. 2-34.
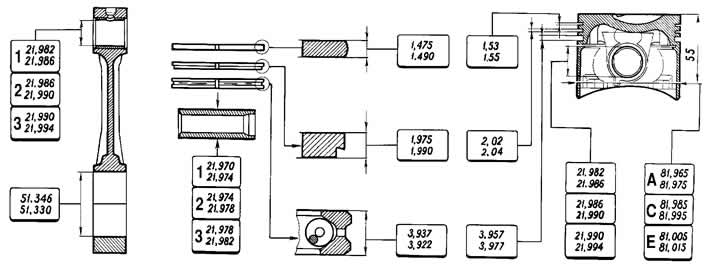
Фиг. 2-34. Основните размери на мотовилката и буталната група
Буталото е лят алуминий. При производството на масата на буталата се поддържа стриктно. Следователно, когато сглобявате двигателя, не е необходимо да избирате бутала от една и съща група по тегло.
Според външния диаметър буталата са разделени на пет класа (A, B, C, D, E) до 0,01 mm. Външната повърхност на буталото има сложна форма. На височина е бъчвовидна, а напречното сечение е овално. Следователно е необходимо да се измерва диаметърът на буталото само в равнина, перпендикулярна на буталния болт, на разстояние 55 mm от челото на буталото.
Според диаметъра на отвора за буталния болт буталата се делят на три класа (1, 2, 3) до 0,004 mm. Класовете на диаметъра на буталото и отворите на буталния щифт са щамповани върху челото на буталото (фиг. 2-35).
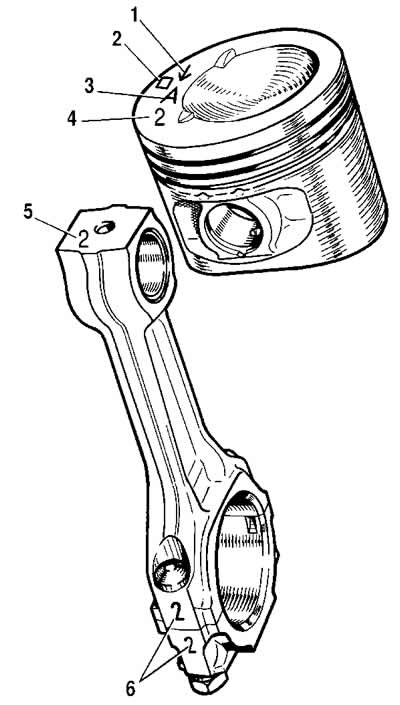
Фиг. 2-35. Маркировка на буталото и биелата:
1 - стрелка за ориентиране на буталото в цилиндъра;
2 - ремонтен размер;
3 - бутален клас;
4 - клас на отвора за буталния болт;
5 - клас на мотовилката според отвора за буталния щифт;
6 - номер на цилиндъра.
Буталата с ремонтни размери се произвеждат с външен диаметър, увеличен с 0,4 и 0,8 mm. На дъното на тези бутала са направени маркировки под формата на триъгълник или квадрат. Триъгълник съответства на увеличение на външния диаметър от 0,4 mm, а квадрат съответства на 0,8 mm.
Стрелката в долната част на буталото показва как правилно да ориентирате буталото, когато е монтирано в цилиндъра. Тя трябва да бъде насочена към задвижването на разпределителния вал.
Бутален болт - стоманен, кух, плаващ тип, т.е. се върти свободно в издатините на буталата и втулката на мотовилката. Щифтът е фиксиран в буталото с два стоманени задържащи пръстена.
Според външния диаметър пръстите са разделени на три класа през 0,004 мм. Класът е маркиран с боя на края на пръста: синият знак е първият, зеленият белег е вторият, а червеният белег е третият клас.
Буталните пръстени са изработени от чугун. Горният компресионен пръстен е с хромирана бъчвообразна външна повърхност. Тип скрепер с долен компресионен пръстен. Маслен скреперен пръстен - с хромирани работни ръбове и с разширяваща се усукана пружина (разширител).
На пръстените с ремонтни размери се поставя цифрова маркировка "40" или "80", което съответства на увеличение на външния диаметър с 0,4 или 0,8 mm.
Биела - стоманена, кована. Свързващият прът се обработва заедно с капака и следователно те не са взаимозаменяеми поотделно. За да не се объркат капаците и биелите по време на монтажа, те са щамповани с номер 6 (виж фиг. 2-35) на цилиндъра, в който са монтирани. При сглобяване номерата на биелата и капака трябва да са от една и съща страна.
Стоманено-бронзова втулка е пресована в горната глава на мотовилката. Според диаметъра на отвора на тази втулка биелите са разделени на три класа през 0,004 mm (същите като буталата). Клас номер 5 е щампован върху горната глава на свързващия прът.
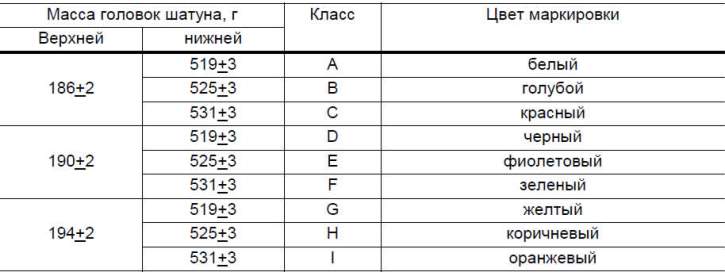
Съгласно масата на горната и долната глава, свързващите пръти са разделени на класове (Таблица 2-1), маркирани с боя върху пръта на свързващия прът. На двигателя трябва да се монтират биели от същия клас тегло. Масата на биелите може да се регулира чрез премахване на метала от издатините на главите до минимални размери 16,5 и 35,5 mm (фиг. 2-36).
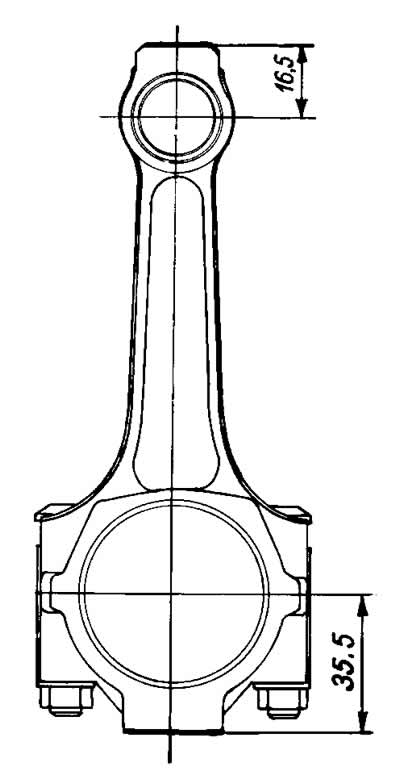
Фиг. 2-36. Места, където е разрешено отстраняване на метал, при регулиране на масата на горната и долната глава на мотовилката.
Таблица 2-1. Класове на свързващите пръти по тегло на горната и долната глава
Избор на бутало към цилиндър
Очакваният минимален просвет между буталото и цилиндъра (за нови части) е 0,025-0,045 mm. Определя се като разликата между минималния размер на цилиндъра и максималния размер на буталото и се осигурява чрез инсталиране на бутала от същия клас като цилиндрите. Максимално допустимата хлабина (при износени части) е 0,15 mm.
Ако използван двигател има хлабина по-голяма от 0,15 мм, тогава е необходимо да изберете отново буталата към цилиндрите, така че хлабината да е възможно най-близка до изчислената.
Като резервни части се доставят бутала от класове A, C, E. Тези класове са достатъчни за избор на бутало за всеки цилиндър по време на ремонт на двигателя, тъй като буталата и цилиндрите са разделени на класове с малко припокриване по размер. Например, цилиндрите от клас B и D могат да бъдат оборудвани с бутало от клас C.
Разглобяване и сглобяване
Разглобяване. Отстранете пръстените на буталния щифт от буталото, отстранете щифта и разкачете свързващия прът от буталото. Отстранете буталните пръстени.
Болтовете на свързващия прът се притискат в свързващия прът. Ето защо, за да не се наруши прилягането на болта в свързващия прът, не е позволено да се натискат болтовете от свързващите пръти при разглобяване на двигателя и групата на свързващия прът и буталото.
Ако някои части от свързващия прът и буталната група не са повредени и леко износени, те могат да бъдат използвани повторно. Затова при разглобяване ги маркирайте, за да сглобите в бъдеще група с еднакви части и да ги монтирате в един и същ цилиндър на двигателя.
Сглобяване. Преди да сглобите, вземете с пръст буталото и мотовилката. За нови части класът на отворите за щифтове в мотовилката и буталото трябва да бъде идентичен с класа на щифта. За използвани части, за правилно свързване, е необходимо буталният щифт, смазан с двигателно масло, да влезе в отвора на буталото чрез натискане на палеца (фиг. 237) и плавно да излезе под собствената си тежест от отворите на буталните издатини, във вертикално положение, както е показано на Фигура 2-38. Ако е необходима допълнителна сила за изтласкване на буталния щифт от отворите на буталото, сменете буталния щифт с по-малък клас.
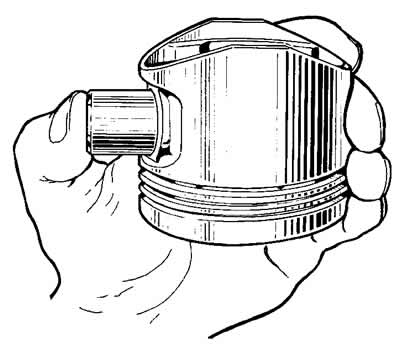
Фиг. 2-37. Монтаж на бутален болт.
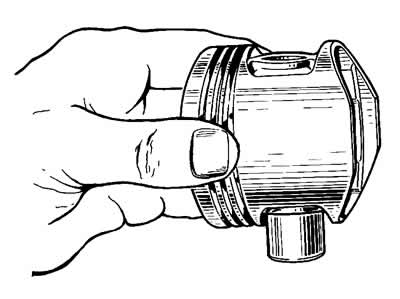
Фиг. 2-38. Проверете пасването на буталния щифт.
Ако в буталото е поставен щифт от първа категория, сменете буталния щифт и свързващия прът. Сглобяването на биелната и буталната група се извършва в обратен ред на разглобяването. След като монтирате буталния болт, смажете го с моторно масло през отворите в издатините на буталото.
Монтирайте буталните пръстени в следния ред:
- Смажете каналите на буталото и буталните пръстени с двигателно масло. Ориентирайте буталните пръстени така, че ключалката на горния компресионен пръстен да е под ъгъл от 45° спрямо оста на буталния щифт, долната ключалка на компресионния пръстен да е приблизително 180° спрямо оста на горния компресионен пръстен, а ключалката на пръстена на скрепера на маслото да е приблизително 90° към горния компресионен пръстен на оста на заключване
- Инсталирайте долния компресионен пръстен с жлеба надолу (вижте Фигура 2-36). Ако пръстенът е означен с "Горе" или "ГОРЕ", тогава монтирайте пръстена с маркировката нагоре (към дъното на буталото).
Преди да монтирате пръстена за скрепиране на маслото, проверете дали съединението на пружинния разширител е разположено от страната, противоположна на ключалката на пръстена.
Проверка на техническото състояние
Почистете буталото от въглеродни отлагания и отстранете всички отлагания от каналите за смазване на буталото и мотовилката.
Проверете детайлите внимателно. Не се допускат пукнатини от всякакъв характер по буталото, буталните пръстени, щифта, по мотовилката и нейния капак. Ако има дълбоки петна по работната повърхност на облицовките, сменете ги с нови.
Проверете хлабината между буталните пръстени и жлебовете с комплект измервателни уреди, както е показано на фиг. 2-39, като поставите пръстена в съответния жлеб. Прогнозната празнина (закръглена до 0,01 mm) за нови части е 0,04-0,07 mm за горния компресионен пръстен, 0,03-0,06 mm за долния и 0,02-0,05 mm за масления скрепер. Максимално допустимите междини на износване са 0,15 mm.
Фиг. 2-39. Проверка на хлабината между буталните пръстени и жлебовете.
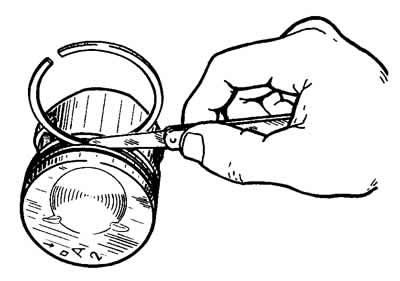
Проверете хлабината в ключалката на буталните пръстени с набор от щипки, като поставите пръстените в цилиндъра (фиг. 2-40), имайки диаметър на отвора, равен на номиналния диаметър на пръстена с толеранс от±0,003 mm.

Фиг. 2-40. Проверка на празнината в ключалката на пръстените.
Пролуката трябва да бъде в рамките на 0,25-0,45 mm за всички нови пръстени. Максимално допустимото разстояние на износване е 1 mm.