
Асаблівасці прылады
Асноўныя памеры шатунна-поршневай групы дадзены на мал. 2-34.
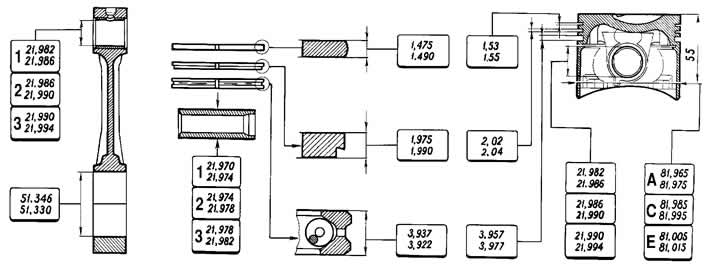
Мал. 2-34. Асноўныя памеры шатунна-поршневай групы
Поршань - алюмініевы літой. Пры вырабе строга вытрымліваецца маса поршняў. Таму пры зборцы рухавіка падбіраць поршні адной групы па масе не патрабуецца.
Па вонкавым дыяметры поршні разбітыя на пяць класаў (А, У, З, D, Е) праз 0,01 мм. Вонкавая паверхня поршня мае складаную форму. Па вышыні яна бочкападобнай, а ў папярочным перасеку -авальная. Таму вымяраць дыяметр поршня неабходна толькі ў плоскасці, перпендыкулярнай поршневым пальцу, на адлегласці 55 мм ад дна поршня.
Па дыяметры адтуліны пад поршневай палец поршні падпадзяляюцца на тры класа (1, 2, 3) праз 0,004 мм. Класы дыяметраў поршня і адтуліны пад поршневай палец таўруюцца на дно поршня (мал. 2-35).
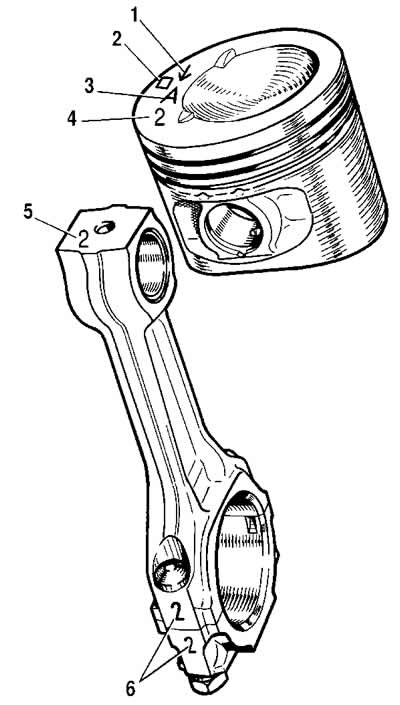
Мал. 2-35. Маркіроўка поршня і шатуна:
1 - стрэлка для арыентавання поршня ў цыліндры;
2 - рамонтны памер;
3 - клас поршня;
4 - клас адтуліны для поршневага пальца;
5 - клас шатуна па адтуліне для поршневага пальца;
6 - нумар цыліндру.
Поршні рамонтных памераў вырабляюцца з павялічаным на 0,4 і 0,8 мм вонкавым дыяметрам. На днах гэтых поршняў ставіцца маркіроўка ў выглядзе трыкутніка або квадрата. Трохвугольнік адпавядае павелічэнню вонкавага дыяметра на 0,4 мм, а квадрат - на 0,8 мм.
Стрэлка на дно поршня паказвае як правільна арыентаваць поршань пры ім усталёўцы ў цыліндр. Яна павінна быць накіравана ў бок прывада размеркавальнага вала.
Поршневай палец - сталёвы, полы, які плавае тыпу, г.зн. вольна круціцца ў бабышках поршня і ўтулцы шатуна. Палец фіксуецца ў поршні двума сталёвымі стопарнымі кольцамі.
Па вонкавым дыяметры пальцы падпадзяляюцца на тры класа праз 0,004 мм. Клас маркіруецца фарбай на тарцы пальца: сіняя пазнака - першы, зялёная - другі, а чырвоная - трэці клас.
Поршневыя кольцы - выраблены з чыгуну. Верхняе компрессіонные кольца -з храмаванай бочкападобнай вонкавай паверхняй. Ніжняе компрессіонные кольца скрабковага тыпу. Маслаздымнае кольца - з храмаванымі працоўнымі беражкамі і з расціскной вітай спружынай (пашыральнікам).
На кольцах рамонтных памераў ставіцца лічбавая маркіроўка "40" ці "80", што адпавядае павелічэнню вонкавага дыяметра на 0,4 або 0,8 мм.
Шатун - сталёвы, каваны. Шатун апрацоўваецца разам з вечкам і таму яны паасобку не ўзаемазаменныя. Каб пры зборцы не пераблытаць вечкі і шатуны, на іх таўруецца нумар 6 (гл. мал. 2-35) цыліндру, у які яны ўсталёўваюцца. Пры зборцы лічбы на шатуне і вечку павінны знаходзіцца з аднаго боку
У верхнюю галоўку шатуна запрасавана сталебронзавая ўтулка. Па дыяметры адтуліны гэтай утулкі шатуны падпадзяляюцца на тры класа праз 0,004 мм (гэтак жа, як і поршні). Нумар 5 класа таўруецца на верхняй галоўцы шатуна.
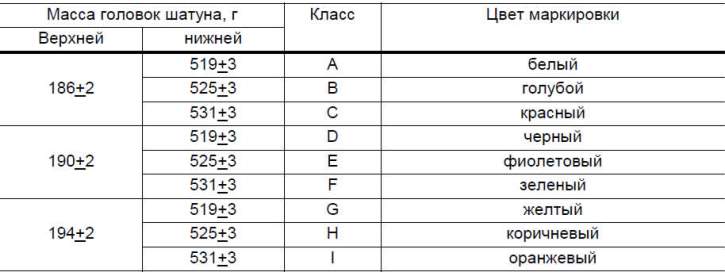
Па масе верхняй і ніжняй галовак шатуны падпадзяляюцца на класы (табл. 2-1), якія маркіруюцца фарбай на стрыжні шатуна. На рухавік павінны ўсталёўвацца шатуны аднаго класа па масе. Падганяць масу бадзягаў можна выдаленнем металу з бабышак на галоўках да мінімальных памераў 16,5 і 35,5 мм (мал. 2-36).
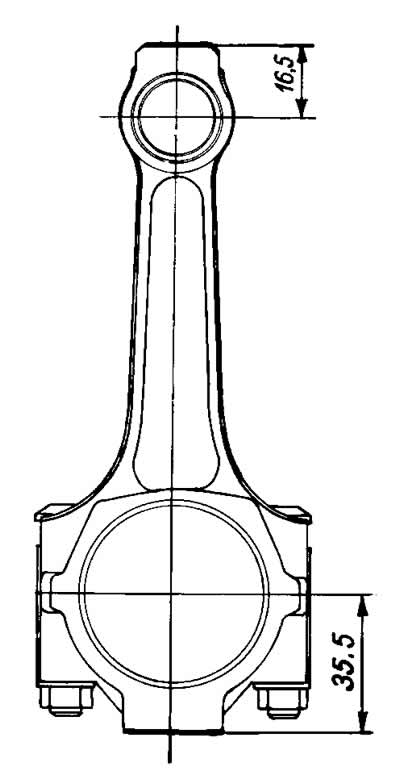
Мал. 2-36. Месцы на якіх дапушчаецца выдаляць метал, пры падганянні масы верхняй і ніжняй галовак шатуна.
Табліца 2-1. Класы шатуноў па масе верхняй і ніжняй галовак
Падбор поршня да цыліндру
Разліковы мінімальны зазор паміж поршнем і цыліндрам (для новых дэталяў) роўны 0,025-0,045 мм. Ён вызначаецца як рознасць мінімальнага памеру цыліндру і максімальнага памеру поршня і забяспечваецца ўсталёўкай поршняў таго ж класа, што і цыліндры. Максімальна дапушчальны зазор (пры зносе дэталяў) - 0,15 мм.
Калі ў рухавіка, які быў у эксплуатацыі, зазор перавышае 0,15 мм, то неабходна зноўку падабраць поршні да цыліндраў, каб зазор быў магчыма бліжэй да разліковага.
У запасныя часткі пастаўляюцца поршні класаў А, З, Е. Гэтых класаў дастаткова для падбору поршня да любога цыліндру пры рамонце рухавіка, бо поршні і цыліндры разбітыя на класы з невялікім перакрыццем памераў. Напрыклад, да цыліндраў класаў В і D можа падысці поршань класа С.
Разборка і зборка
Разборка. Выміце з поршня стопорные кольцы поршневага пальца, выміце палец і адлучыце шатун ад поршня. Зніміце поршневыя кольцы.
Шатунныя балты запрасаваны ў шатун. Таму, каб не парушыць пасадкі ніта ў шатуне, не дапушчаецца выпрасоўваць ніты з шатуноў пры разборцы рухавіка і шатуннапоршневай групы.
Калі некаторыя дэталі шатунна-поршневай групы не пашкоджаны і мала зношаныя, то яны могуць быць зноў выкарыстаныя. Таму пры разборцы пазначце іх, каб у далейшым сабраць групу з тымі ж дэталямі і ўсталяваць у ранейшы цыліндр рухавіка.
Зборка. Перад зборкай падбярыце палец да поршня і шатуна. У новых дэталяў клас адтулін пад палец у шатуне і поршні павінен быць ідэнтычны класу пальца. У дэталяў якія былі ў эксплуатацыі, для правільнага спалучэння неабходна, каб поршневай палец, змазаны маторным маслам, павінен уваходзіць у адтуліну поршня ад націску вялікага пальца рукі (мал.237) і плыўна выходзіць пад уласнай вагай з адтулін бобышек поршня, знаходзячыся ў вертыкальным становішчы, як паказана на малюнку 2-38. Калі для выхаду поршневага пальца з адтулін бабышак поршня патрабуецца дадатак дадатковых намаганняў, замяніць поршневай палец на меншы па класе.
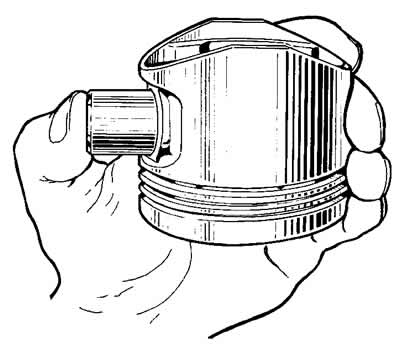
Мал. 2-37. Ўстаноўка поршневага пальца.
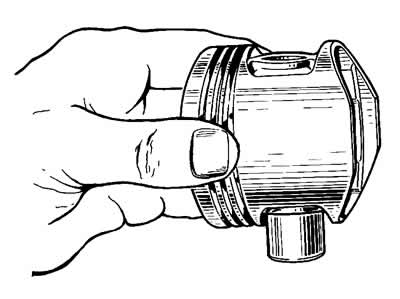
Мал. 2-38. Праверка пасадкі поршневага пальца.
Калі ў поршань устаўляўся палец першай катэгорыі, то заменіце поршань палец і шатун. Зборка шатунна-поршневай групы выконваецца ў парадку, зваротным разборцы. Пасля ўсталёўкі поршневага пальца вышмаруйце яго маторным маслам праз адтуліны ў бабышках поршня.
Поршневыя кольцы усталёўвайце ў наступным парадку:
- вышмаруйце маторным маслам канаўкі на поршні і поршневыя кольцы. Арыентуйце поршневыя кольцы так, каб замак верхняга компрессионного кольцы размяшчаўся пад кутом 45° да восі поршневага пальца, замак ніжняга компрессионного кольцы - пад кутом прыблізна 180° да восі замка верхняга компрессионного кольцы, а замак верхняга компрессіонные кольцы
- ніжняе компрессіонное кольца ўсталёўвайце выточваннем уніз (гл. мал. 2-36). Калі на кольцы нанесена пазнака «Верх» або «ТОР», то кольца ўсталёўвайце пазнакай уверх (да дна поршня).
Перад усталёўкай маслосъемного кольцы праверце, каб стык спружыннага пашыральніка размяшчаўся са боку, процілеглай замку кольца.
Праверка тэхнічнага стану
Ачысціце поршань ад нагару і выдаліце ўсе адклады са змазачных каналаў поршня і шатуна.
Дбайна агледзіце дэталі. Расколіны любога характару на поршні, поршневых кольцах, пальцы, на шатуне і яго вечку не дапускаюцца. Калі на працоўнай паверхні ўкладышаў маюцца глыбокія рыскі, то заменіце ўкладышы новымі.
Зазор паміж поршневымі кольцамі і канаўкамі правярайце наборам мацаў, як паказана на мал. 2-39, устаўляючы кольца ў адпаведную канаўку. Разліковы зазор (акруглены да 0,01 мм) для новых дэталяў складае для верхняга компрессіонные кольцы 0,04-0,07 мм, для ніжняга - 0,03-0,06 мм і для маслосъемного - 0,02-0,05 мм . Лімітава дапушчальныя зазоры пры зносе - 0,15 мм.
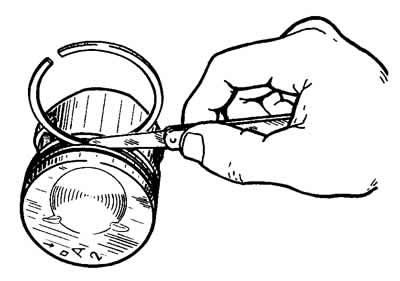
Мал. 2-39. Праверка зазору паміж поршневымі кольцамі і канаўкамі.
Зазор у замку поршневых кольцаў правярайце наборам мацаў, устаўляючы кольцы ў цыліндр (мал. 2-40), мелы дыяметр адтуліны, роўны намінальнаму дыяметру кольца з допускам±0,003 мм.

Мал. 2-40. Праверка зазору ў замку кольцаў.
Зазор павінен быць у межах 0,25-0,45 мм для ўсіх новых кольцаў. Лімітава дапушчальны зазор пры зносе - 1 мм.