
A panelek deformált részeit általában kézzel, speciális szerszámmal kiegyenesítik (kalapácsok, karok, különféle tüskék) és eszközök.
A hőegyenesítést felborításra használják (szigorítás) erősen feszített panelfelületek. A fém mechanikai tulajdonságainak romlásának megakadályozása érdekében a paneleket 600-650°C-ra melegítik (cseresznyepiros színű). A fűtött pont átmérője nem haladhatja meg a 10-15 mm-t.
A paneleket fémzsugorítással egyenesítse ki az alábbiak szerint:
- félautomata hegesztőgép szénelektródájával vagy gázégővel melegítse fel a fémpontokat a perifériáról a hibás terület közepére, majd fakalapács vagy kalapács ütéseivel nyomja meg a felhevült részeket a préselt terület hátuljáról egy támasz vagy üllő segítségével;
- ismételje meg a melegítési és fémlerakási műveleteket, amíg el nem éri a kívánt panelfelületet.
A panelek egyenetlenségeit poliészter gitt, hőre lágyuló műanyag, hidegen keményedő epoxi masztix és forrasztóanyag segítségével lehet kiegyenlíteni.
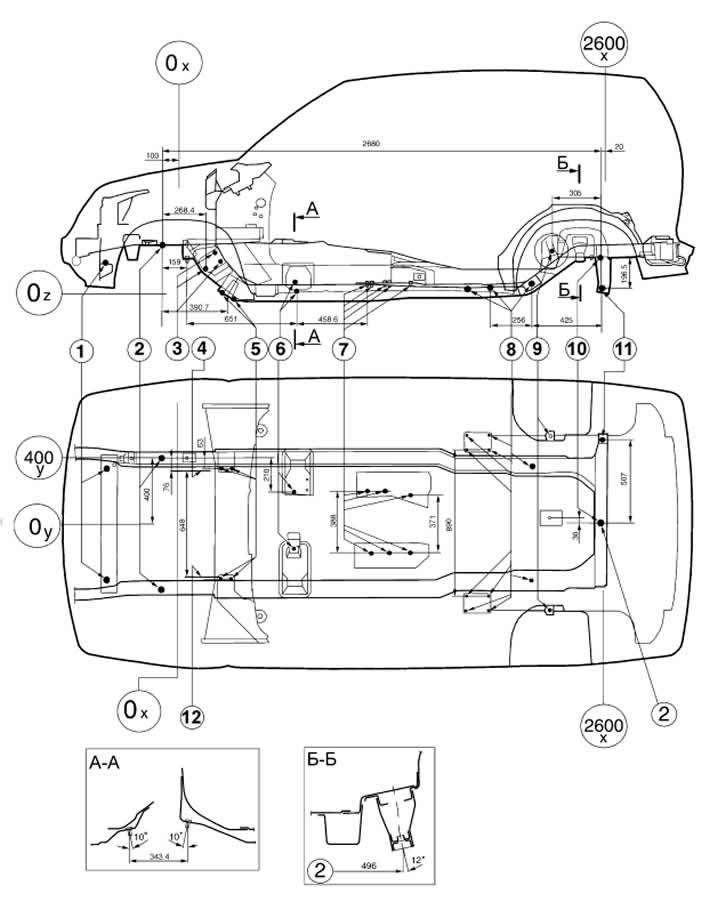
8-5. A járműalkatrészek és szerelvények rögzítési pontjainak alapvető referenciaméretei:
1 - lyukak a radiátor felszereléséhez;
2 - 20 mm átmérőjű alaplyukak;
3 - Kormánymű-tartók;
4 - az ingakar tartó illeszkedési síkja;
5 - stabilizátor tartók;
6 - a tápegység hátsó támasztékának rögzítései;
7 - Átadótok-tartók;
8 - hátsó felfüggesztőkar-tartók;
9 - hátsó lengéscsillapító tartók;
10 - alap lyuk;
11 - keresztrúd-tartók;
12 - a kormányszerkezet illeszkedési síkja.
A poliészter gittek, mint például a "Khempropol-P" vagy a PE-0085 megbízható csatlakozást képeznek a fémig lecsupaszított panelekkel. A munkaterületen a hőmérséklet nem lehet 18°C alatt. Az elkészített poliészter gitt 10 percen belül fel kell használni. Végül 60 perccel az alkalmazás után megkeményedik. A gittréteg vastagsága a panel kezelt felületén nem haladhatja meg a 2 mm-t.
A hőre lágyuló műanyagot por formájában állítják elő. 150-160°C hőmérsékleten szerzi meg a panel fémfelületére való felviteléhez szükséges rugalmas tulajdonságokat. A kitöltendő felületet alaposan meg kell tisztítani a rozsdától, vízkőtől, régi festéktől és egyéb szennyeződésektől. A hőre lágyuló tapadás jobb durva fémfelületeken. A hőre lágyuló műanyag felhordásához a kiegyenlítendő területet 170-180°C-ra melegítjük és felhordjuk az első porréteget, amit fémhengerrel feltekerünk. Ezután vigyen fel egy második réteget, és így tovább, amíg az egyenetlenségek be nem telnek. Minden réteget addig hengerelünk, amíg monolitikus műanyag massza réteget nem kapunk. Kikeményedés után a hőre lágyuló műanyagot egyengető fűrésszel dolgozzák fel.
Az olyan forrasztóanyagok, mint a POSSu 18-2 vagy POSSu 25-2, a korábban forraszanyaggal töltött területek egyengetésére, az alkatrészek széleinek felépítésére és a rések megszüntetésére szolgálnak.
A karosszériarészek jelentős károsodása esetén elektromos ívhegesztéssel, védőgázos környezetben újakra cserélik.
(A cikk újranyomtatva a weboldalról: «CHEVYMAN.ru»)