
Deformed areas of panels are usually straightened manually using a special tool (hammers, levers, various mandrels) and devices.
Heat straightening is used for upsetting (tightening) highly stretched panel surfaces. To prevent deterioration of the mechanical properties of the metal, the panels are heated to 600-650°C (cherry red color). The diameter of the heated spot should be no more than 10-15 mm.
Straighten panels with metal shrinkage as follows:
- using a carbon electrode of a semiautomatic welding machine or a gas torch, heat the metal points from the periphery to the center of the defective area and, using blows from a wooden mallet or hammer, press the heated areas from the back side of the area being pressed, using a support or anvil;
- repeat the heating and metal deposition operations until the required panel surface is obtained.
Unevenness on panels can be leveled using polyester putties, thermoplastics, cold-curing epoxy mastics and solder.
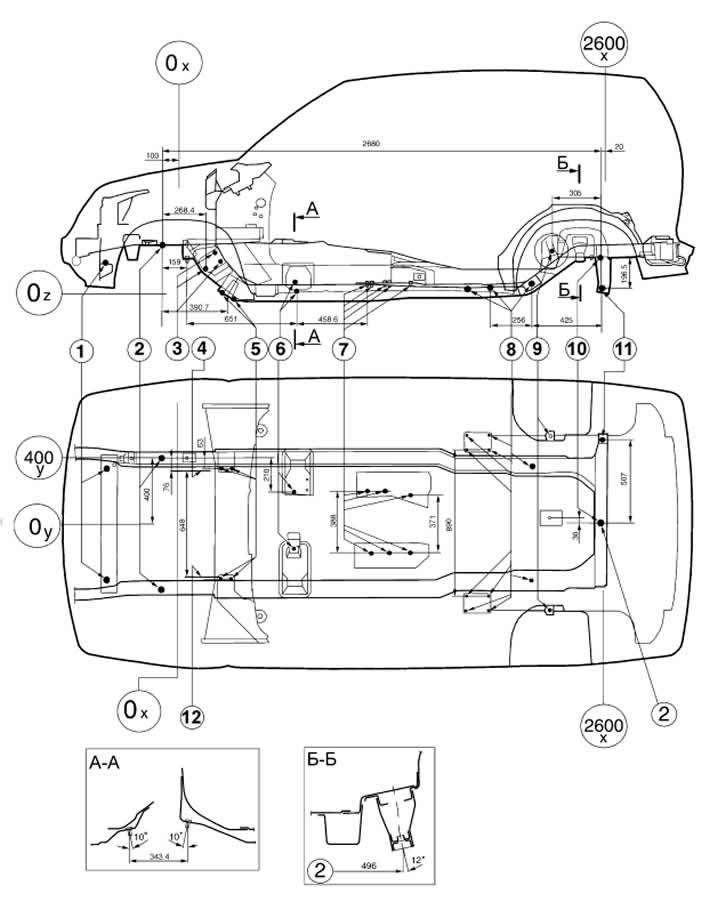
Figure 8-5. Basic reference dimensions of the attachment points of vehicle components and assemblies:
1 - holes for installing the radiator;
2 - base holes with a diameter of 20 mm;
3 - Steering gear mounts;
4 - mating plane of the pendulum arm bracket;
5 - stabilizer mounts;
6 - fastenings of the rear support of the power unit;
7 - Transfer case mounts;
8 - rear suspension arm mounts;
9 - rear shock absorber mounts;
10 - base hole;
11 - crossbar mounts;
12 - mating plane of the steering mechanism.
Polyester putties such as "Khempropol-P" or PE-0085 form reliable connections with panels cleaned to the metal. The temperature in the workroom should not be below 18°C. The prepared polyester putty should be used in no more than 10 minutes. It finally hardens 60 minutes after application. The thickness of the putty layer on the treated surface of the panel should not exceed 2 mm.
Thermoplastic is produced in powder form. It acquires the elastic properties required for its application to the metal surface of the panel at a temperature of 150-160°C. The surface to be filled must be thoroughly cleaned of rust, scale, old paint and other contaminants. Thermoplastic adhesion is better to a rough metal surface. To apply thermoplastic, the area to be leveled is heated to 170-180°C and the first layer of powder is applied, which is rolled with a metal roller. Then the second layer is applied and so on until the unevenness is filled. Each layer is rolled until a monolithic layer of plastic mass is obtained. After curing, the thermoplastic is processed with a straightening saw.
Solders such as POSSu 18-2 or POSSu 25-2 are used to level areas previously filled with solder, build up the edges of parts and eliminate gaps.
If there is significant damage to body parts, they are replaced with new ones using electric arc welding in a protective gas environment.