
Деформираните участъци на панелите обикновено се изправят ръчно с помощта на специален инструмент (чукове, лостове, различни дорници) и устройства.
Топлинното изправяне се използва за разстройване (затягане) силно опънати панелни повърхности. За да се предотврати влошаване на механичните свойства на метала, панелите се нагряват до 600-650°C (черешово-червен цвят). Диаметърът на нагрятото място трябва да бъде не повече от 10-15 mm.
Изправете панелите с метално свиване, както следва:
- с помощта на въглероден електрод на полуавтоматична заваръчна машина или газова горелка загрейте металните точки от периферията към центъра на дефектната зона и с помощта на удари с дървен чук или чук натиснете нагретите зони от задната страна на пресованата зона, като използвате опора или наковалня;
- повтаряйте операциите по нагряване и отлагане на метал, докато се получи необходимата повърхност на панела.
Неравностите по панелите могат да бъдат изравнени с помощта на полиестерни шпакловки, термопласти, студено втвърдяващи се епоксидни мастики и спойка.
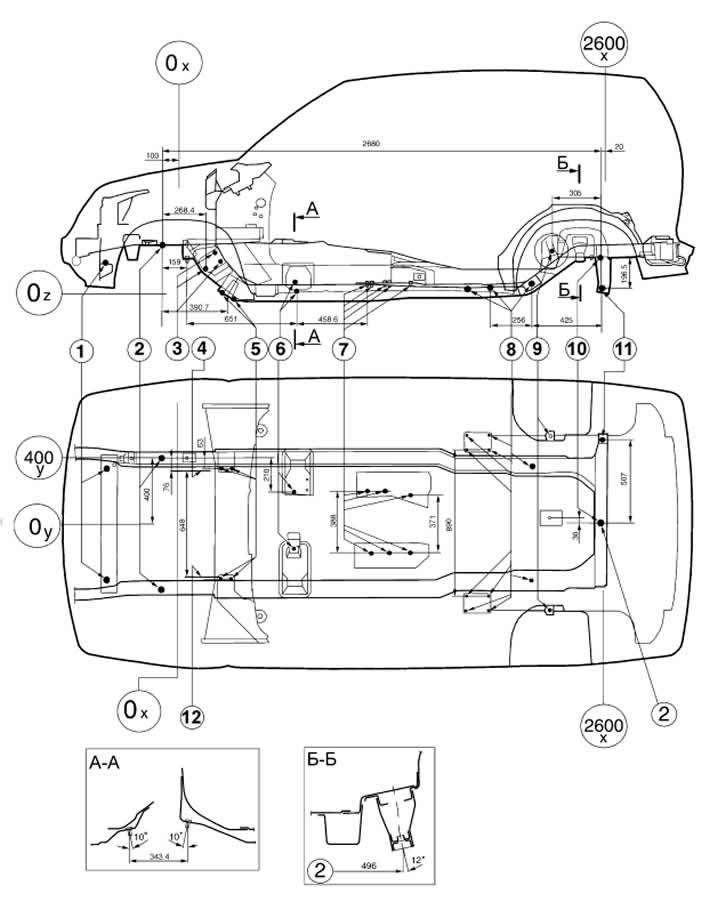
Фиг. 8-5. Основни референтни размери на точките на закрепване за компоненти и възли на превозни средства:
1 - отвори за монтиране на радиатора;
2 - основни отвори с диаметър 20 mm;
3 - Стойки на кормилната уредба;
4 - съединителна равнина на скобата на рамото на махалото;
5 - стойки на стабилизатора;
6 - закрепвания на задната опора на силовия агрегат;
7 - Стойки за трансферна кутия;
8 - стойки на рамото на задното окачване;
9 - стойки на задните амортисьори;
10 - основен отвор;
11 - напречни стойки;
12 - равнина на свързване на кормилния механизъм.
Полиестерните шпакловки като "Khempropol-P" или PE-0085 образуват надеждни връзки с панели, съблечени до метал. Температурата в работната зона не трябва да бъде под 18°C. Готовият полиестерен кит трябва да се използва в рамките на 10 минути. Окончателно се втвърдява 60 минути след нанасяне. Дебелината на шпакловъчния слой върху обработената повърхност на панела не трябва да надвишава 2 mm.
Термопластът се произвежда под формата на прах. Придобива еластичните свойства, необходими за нанасянето му върху металната повърхност на панела при температура 150-160°C. Повърхността, която ще се запълва, трябва да бъде добре почистена от ръжда, котлен камък, стара боя и други замърсявания. Термопластичната адхезия е по-добра към грапави метални повърхности. За нанасяне на термопластична повърхност, изравняваната площ се загрява до 170-180°C и се нанася първия слой прах, който се навива с метална ролка. След това се нанася втори слой и така докато се запълнят неравностите. Всеки слой се навива, докато се получи монолитен слой пластична маса. След втвърдяване термопластмасата се обработва с трион за изправяне.
Припои като POSSu 18-2 или POSSu 25-2 се използват за изравняване на зони, предварително запълнени с припой, изграждане на краищата на частите и отстраняване на празнини.
Ако има значителни повреди на частите на тялото, те се заменят с нови с помощта на електродъгово заваряване в защитна газова среда.
[Текстът на статията е получен от уебсайта: «CHEVYMAN.RU»]