
Зміст: Основні відомості щодо відновлення… ↧ Відновлення працездатності напрямної… ↧ Відновлення сідел клапанів ↧ Огляд клапана ↧ Шліфування клапана ↧ Притирання клапанів ↧
Основні відомості щодо відновлення деталей
Для двигунів, що описуються, виробник передбачає відновлення пари "направляюча втулка - шток клапана" застосуванням клапанів з ремонтними розмірами штоків. При цьому зношена втулка відновлюється шляхом розгортання до ремонтних розмірів. Роботи такої складності слід доручати лише кваліфікованому механіку.
Відновлення працездатності напрямної втулки клапана
| Розмір | Розгортка | Код, що наноситься на деталі нового двигуна | Код, що наноситься на деталі двигуна під час ремонту |
| Стандартний | - | - | До |
| Ремонтний + 0,075 | КМ-253 | 1 | К1 |
| Ремонтний + 0,150 | КМ-254 | 2 | К2 |
| Ремонтний + 0,250 | КМ-255 | А |
1. Визначте фактичне зношування в парі "втулка - шток клапана". При зазорі, що перевищує 0,1 мм, ця пара тертя потребує заміни. Цю діагностичну операцію має проводити лише кваліфікований механік.
2. Код ремонтного розміру нанесений на направляючій втулці клапана та торці штока клапана. У таблиці наведено стандартний та ремонтні розміри, позначення розгортки, що застосовується авторизованими СТО, та зміст кодів, що наносяться на втулки та клапани. Є два види кодів: код, що наноситься під час збирання нового двигуна, і код, що наноситься на втулку під час ремонту.
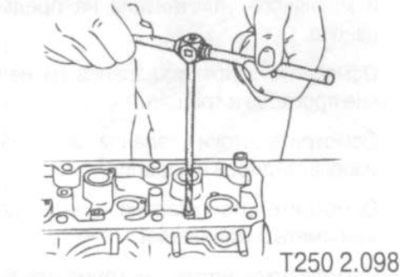
3. Виконайте розгортання отвору напрямної втулки. Напрямок розгортання – від верхньої сторони головки циліндрів. Після розгортання перекресліть код, нанесений на втулці, та нанесіть новий код.
Відновлення сідел клапанів
1. Зробіть обробку робочої поверхні сідел клапанів.
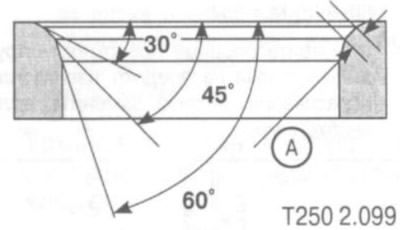
Замикаюча поверхня сідел клапанів відновлюється за допомогою трьох конічних фрез:
- фреза для обробки робочої поверхні сідла: 45°;
- фреза для обробки верхнього кута корекції: 30°;
- фреза для обробки нижнього кута корекції: 60°.
Ширина (А) робочої поверхні сідла клапана:
- впускного: 1,3-1,5 мм;
- випускного: 16-18 мм.
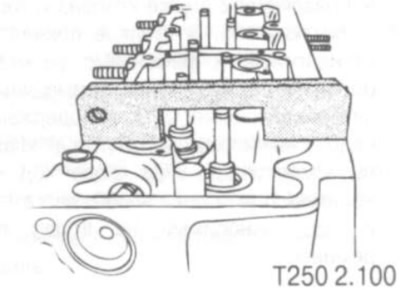
2. Перевірте положення торця штока клапана після встановлення клапана (без спеціальних калібрів цю роботу має виконувати кваліфікований механік).
3. Якщо торець штока розташований вище (ближче до осі розподільчого валу), слід замінити клапани на нові і потім перевірити положення торця штока знову.
4. Якщо торець штока клапана все ще розташований вище, незважаючи на заміну клапанів, замініть головку циліндрів.
Огляд клапана
1. Огляньте клапан на предмет зношування, зминання верхнього торця штока.
2. Огляньте канавки сухарів клапанів та масляного ущільнювача щодо зносу.
3. Огляньте головки клапанів на наявність прогарів та тріщин.
4. Огляньте штоки клапанів на наявність зносу, задир і подряпин.
5. Огляньте шток клапана – він не повинен мати викривлень.
6. Огляньте замикаючий конус клапана. Якщо вироблення контактного конуса настільки велике, що відновлення поверхні дасть гостру кромку на стику конічної та плоскої поверхонь головки клапана, слід замінити клапан.
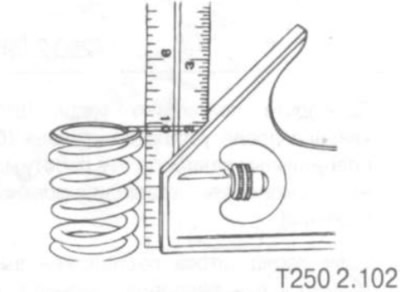
7. Огляньте пружину клапана. Якщо кінці пружини клапана не є паралельними, замініть пружину клапана.
8. Виміряйте висоту пружини клапана. Якщо висота пружини клапана не відповідає специфікаціям, замініть пружину клапана.
9. Огляньте опорні поверхні пружини клапана щодо зносу чи утворення канавок. Замініть, якщо потрібно.
Шліфування клапана
1. Переконайтеся, що на конусі головки клапана немає прогарів.
2. Клапан можна перешліфувати лише двічі. Не шліфуйте торець штока клапана.
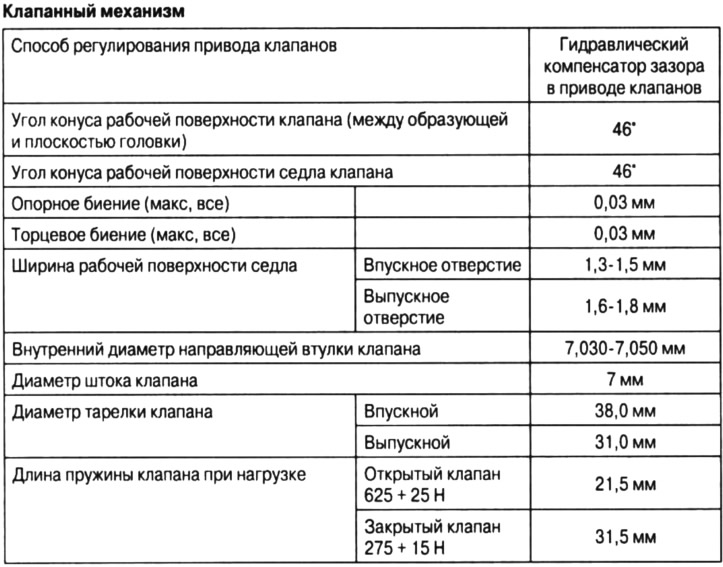
3. Кут між утворюючим конусом клапана і площиною головки становить 46°.
Притирання клапанів
Якщо вироблення замикаючого конуса клапана не надто велика, слід притерти клапан до відновленого замикаючого конуса сідла клапана (як правило, при роботі клапана замикаюча поверхня шатунних підшипників стає ширшою: до 4-5 мм). Якщо при цьому на конусі немає глибокої канавки, можливе притирання клапана до відновленого сідла без шліфування конуса.
Притирання клапана здійснюється за допомогою спеціальних притиральних паст на основі корунду.
При цьому клапан, встановлений в втулку, що наряджає, здійснює зворотно-поступальні рухи з одночасним поворотом вправо-вліво поперемінно. Такі рухи необхідні для утворення косих притиральних ліній, що розташовуються навхрест. У процесі притирання слід періодично повертати клапан у сідлі для забезпечення рівномірності притирання. Притирання можна вважати завершеним, коли на поверхні, що замикає клапана утворюється рівномірна матово-сіра кільцева смуга контакту, рівна по ширині замикаючої поверхні сідла.
Стаття була передрукована із сайту chevyman.ru