
Садржај: Основне информације о рестаурацији… ↧ Враћање здравље усмеравање клизним… ↧ Рестаурација седишта вентила ↧ Инспекција вентила ↧ Брушење вентила ↧ Валве лаппинг ↧
Основне информације о рестаурацији делова
За описане моторе, произвођач предвиђа обнављање пара "водичка чаура - вретено вентила" коришћењем вентила са величинама шипки за поправку. У овом случају, истрошена чаура се враћа развртањем до димензија за поправку. Радове ове сложености треба да изводи само квалификовани механичар.
Враћање здравље усмеравање клизним поклопцем
| Величина | Скенирај | Код примењен на делове новог мотора | Код примењен на делове мотора током поправке |
| Стандард | - | - | ТО |
| Поправка + 0,075 | КМ-253 | 1 | К1 |
| Поправка + 0,150 | КМ-254 | 2 | К2 |
| Поправка + 0,250 | КМ-255 | А |
1. Одредите стварно хабање у пару чаура-вретено вентила. Ако зазор прелази 0,1 мм, овај пар трења треба заменити. Ову дијагностичку процедуру треба да обавља само квалификовани механичар.
2. Шифра величине за поправку је означена на вођици вентила и на крају вретена вентила. У табели су приказане стандардне и поправне димензије, ознака развртача који користе овлашћени сервиси и садржај кодова који се примењују на чауре и вентиле. Постоје две врсте кодова: код који се примењује приликом склапања новог мотора и код који се примењује на чахуру током поправке.
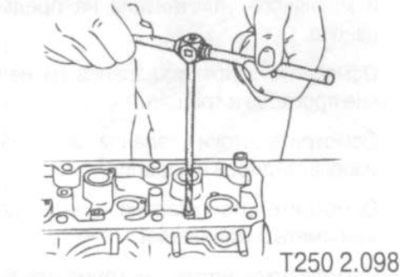
3. Направите распоређивање рупе водич рукав. Правац примену - од горње стране главе цилиндара. Након распоређивања перечеркните код штета на втулке, и нанесите нови код.
Рестаурација седишта вентила
1. Обрадите радну површину седишта вентила.
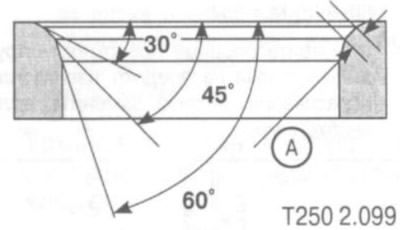
Површина за закључавање седишта вентила се обнавља помоћу три конусна резача:
- фреза за обраду радне површине седла: 45°;
- резач за обраду горњег угла корекције: 30°;
- секач за обраду доњег угла корекције: 60°.
Ширина (А) радне површине седишта вентила:
- унос: 1,3-1,5 мм;
- градација: 1,6-1,8 мм.
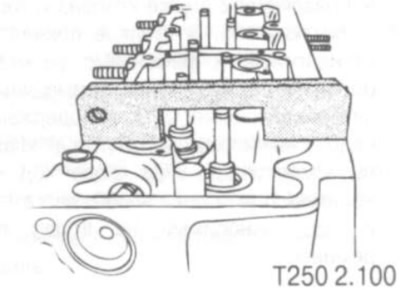
2. Проверите положај краја вретена вентила након уградње вентила (без посебних мерача, овај посао треба да обави квалификовани механичар).
3. Ако се крај шипке налази више (ближе оси брегасте осовине), замените вентиле новим и затим поново проверите положај краја шипке.
4. Ако је крај вретена вентила и даље висок упркос замени вентила, замените главу цилиндра.
Инспекција вентила
1. Прегледајте вентил да ли се истрошио и урушио горњи крај вретена.
2. Прегледајте истрошеност жлебова чахура вентила и уљне заптивке.
3. Прегледајте главе вентила на опекотине и пукотине.
4. Проверите да ли стабла вентила имају истрошеност, огреботине и огреботине.
5. Прегледајте вретено вентила - не би требало да буде савијено.
6. Прегледајте конус за закључавање вентила. Ако је хабање контактног конуса толико велико да ће поновна површина произвести оштру ивицу на споју конусних и равних површина главе вентила, вентил треба заменити.
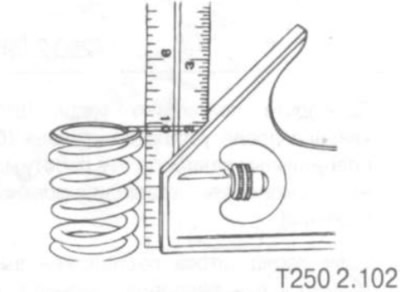
7. Прегледајте опругу вентила. Ако крајеви опруге вентила нису паралелни, замените опругу вентила.
8. Измерите висину опруге вентила. Ако висина опруге вентила није унутар спецификација, замените опругу вентила.
9. Проверите да ли су површине седишта опруге вентила истрошене или жлебове. Замените ако је потребно.
Брушење вентила
1. Уверите се да на конусу главе вентила нема трагова опекотина.
2. Вентил се може поново брусити само два пута. Немојте брусити крај стабла вентила.
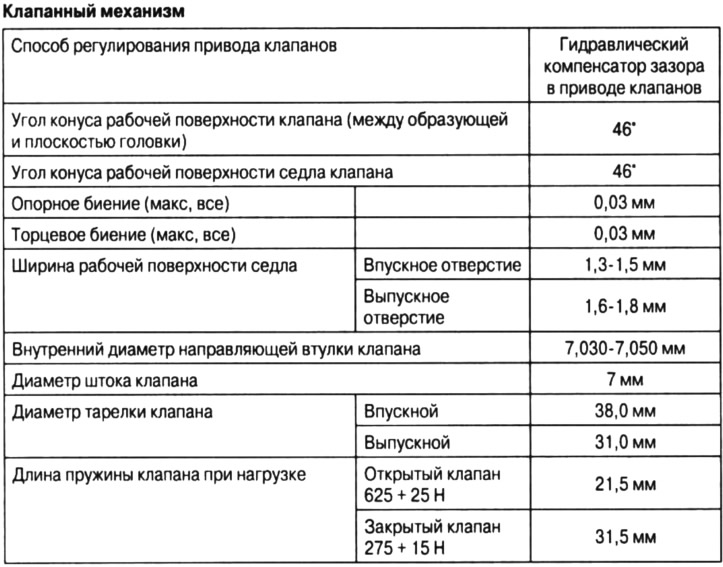
3. Угао између генератрике конуса вентила и равни главе је 46°.
Валве лаппинг
Ако хабање конуса за закључавање вентила није превелико, вентил треба да се бруши у обновљени конус за закључавање седишта вентила (по правилу, када је вентил у раду, површина за закључавање лежајева клипњаче постаје шира: до 4-5 мм). Ако на конусу нема дубоког жлеба, онда је могуће брусити вентил до обновљеног седишта без млевења конуса.
Вентил се меље помоћу специјалних паста за млевење на бази корунда.
У овом случају, вентил уграђен у водећу чауру врши повратне покрете уз истовремену ротацију удесно и улево наизменично. Такви покрети су неопходни за формирање косих линија преклапања распоређених попречно. Током процеса преклапања, вентил треба периодично ротирати у лежишту како би се обезбедило равномерно преклапање. Преклапање се може сматрати завршеним када се на површини заптивке вентила формира једнолична мат сива прстенаста контактна трака, која је по ширини једнака заптивној површини седишта.
[Оригинални чланак је на веб-сајту: ChevyMan.ru]