
Podstawy odzyskiwania części
Dla opisanych silników producent przewiduje odzysk pary «tuleja prowadząca - trzpień zaworu» przy użyciu zaworów z przewymiarowanymi trzpieniami. W takim przypadku zużyta tuleja jest przywracana metodą rozkładania w celu naprawy wymiarów. Prace o tej złożoności należy powierzać wyłącznie wykwalifikowanemu mechanikowi.
Regeneracja prowadnic zaworowych
| Rozmiar | Skanowanie | Kod stosowany do nowych części silnika | Kod stosowany do części silnika podczas naprawy |
| Standard | - | - | DO |
| Naprawa + 0,075 | KM-253 | 1 | K1 |
| Naprawa + 0,150 | KM-254 | 2 | K2 |
| Naprawa + 0,250 | KM-255 | A |
1. Określ rzeczywiste zużycie w parze «tuleja - trzpień zaworu». Przy szczelinie przekraczającej 0,1 mm należy wymienić tę parę cierną. Ta operacja diagnostyczna powinna być przeprowadzana wyłącznie przez wykwalifikowanego mechanika.
2. Kod nadwymiarowy jest wybity na prowadnicy zaworu i na końcu trzpienia zaworu. W tabeli podano wymiary standardowe i naprawcze, oznaczenie rozwiertaka stosowanego przez autoryzowane serwisy oraz treść kodów naniesionych na tuleje i zawory. Istnieją dwa rodzaje kodów: kod stosowany podczas montażu nowego silnika oraz kod stosowany do tulei podczas naprawy.
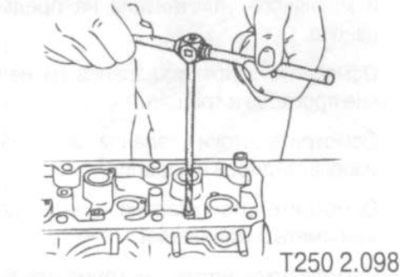
3. Rozwiercić otwór tulei prowadzącej. Kierunek otwierania jest od górnej strony głowicy cylindrów. Po rozłożeniu przekreśl kod wydrukowany na rękawie i zastosuj nowy kod.
Regeneracja gniazd zaworowych
1. Wykończ powierzchnię roboczą gniazd zaworów.
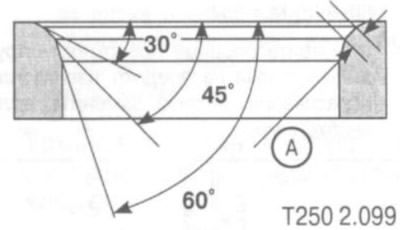
Powierzchnia zamykająca gniazd zaworów jest przywracana za pomocą trzech stożkowych noży:
- frez do obróbki powierzchni roboczej siodełka: 45°;
- frez do obróbki górnego kąta korekty: 30°;
- frez do obróbki dolnego kąta korekty: 60°.
Szerokość (A) powierzchnia robocza gniazda zaworu:
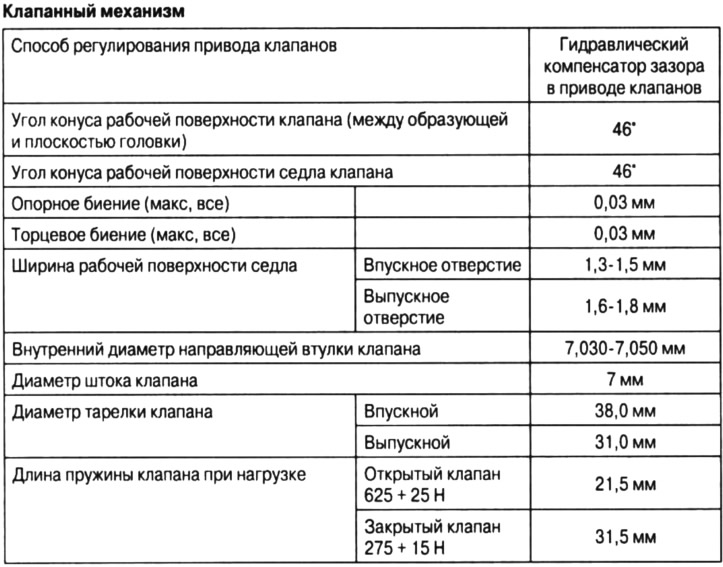
- wlot: 1,3-1,5 mm;
- wylot: 1,6-1,8 mm.
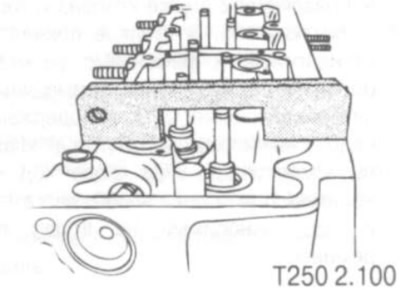
2. Sprawdź położenie końcówki trzpienia zaworu po zamontowaniu zaworu (bez specjalnych sprawdzianów, prace te muszą być wykonywane przez wykwalifikowanego mechanika).
3. Jeśli koniec łodygi jest wyższy (bliżej osi wałka rozrządu), wymień zawory na nowe, a następnie ponownie sprawdź położenie końcowe trzpienia.
4. Jeżeli koniec trzpienia zaworu jest nadal wyższy pomimo wymiany zaworów, wymień głowicę cylindrów.
Inspekcja zaworów
1. Sprawdź zawór pod kątem zużycia, zgniecenia górnego końca trzpienia.
2. Sprawdź rowki zawleczek zaworu i uszczelkę olejową pod kątem zużycia.
3. Sprawdź głowice zaworów pod kątem przepaleń i pęknięć.
4. Sprawdź trzpienie zaworów pod kątem zużycia, wyszczerbień i zarysowań.
5. Sprawdź trzpień zaworu - nie powinien mieć zniekształceń.
6. Sprawdź stożek zamykający zaworu. Jeśli zużycie stożka styku jest tak duże, że w wyniku obróbki powierzchniowej powstaje ostra krawędź na styku stożkowej i płaskiej powierzchni grzybka zaworu, zawór należy wymienić.
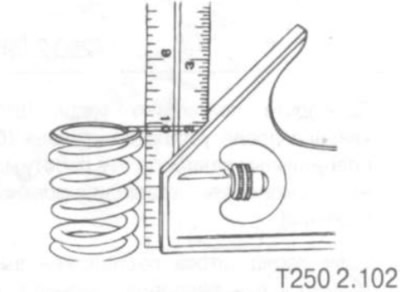
7. Sprawdź sprężynę zaworu. Jeśli końce sprężyny zaworu nie są równoległe, wymień sprężynę zaworu.
8. Zmierz wysokość sprężyny zaworu. Jeśli wysokość sprężyny zaworu nie mieści się w specyfikacji, wymień sprężynę zaworu.
9. Sprawdź powierzchnie gniazd sprężyn zaworowych pod kątem zużycia lub rowków. W razie potrzeby wymień.
Szlifowanie zaworów
1. Sprawdź, czy grzybek grzybka zaworu nie jest przepalony.
2. Zawór można przeszlifować tylko dwukrotnie. Nie szlifować końcówki trzpienia zaworu.
3. Kąt między tworzącą stożka zaworu a płaszczyzną główki wynosi 46°.
Docieranie zaworów
Jeżeli zużycie stożka zamykającego zaworu nie jest zbyt duże, zawór należy docierać do odtworzonego stożka zamykającego gniazda zaworu (z reguły podczas pracy zaworu powierzchnia zamykająca łożysk korbowodu staje się szersza: do 4-5 mm). Jeżeli jednocześnie na stożku nie ma głębokiego rowka, wówczas możliwe jest doszlifowanie zaworu do przywróconego gniazda bez szlifowania stożka.
Zawór docierany jest za pomocą specjalnych past docierających na bazie korundu.
Jednocześnie zawór zamontowany w tulei prowadzącej wykonuje ruchy posuwisto-zwrotne z jednoczesnym obrotem na przemian w prawo iw lewo. Takie ruchy są niezbędne do tworzenia ukośnych linii docierania, umieszczonych poprzecznie. Podczas procesu docierania okresowo obracaj zawór w gnieździe, aby zapewnić równomierne docieranie. Docieranie można uznać za zakończone, gdy na powierzchni zamykającej zaworu utworzy się jednolita matowo-szara pierścieniowa listwa stykowa o szerokości równej powierzchni zamykającej gniazda.