
Sadržaj: Značajke uređaja ↧ Odabir klipa za cilindar ↧ Demontaža i montaža ↧ Provjera tehničkog stanja ↧
Značajke uređaja
Glavne dimenzije skupine klipnjače i klipa prikazane su na sl. 2-34.
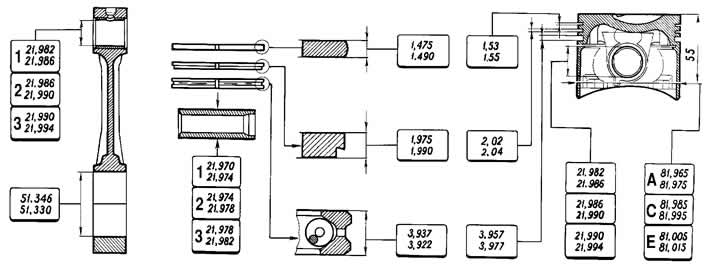
Crtež. 2-34. Glavne dimenzije skupine klipnjače i klipa
Klip je od lijevanog aluminija. Tijekom proizvodnje strogo se održava težina klipova. Stoga, prilikom sastavljanja motora, nije potrebno odabrati klipove iste skupine po težini.
Klipovi se prema vanjskom promjeru dijele u pet klasa (A, B, C, D, E) kroz 0,01 mm. Vanjska površina klipa ima složen oblik. Bačvaste je visine i ovalnog presjeka. Stoga je potrebno mjeriti promjer klipa samo u ravnini okomitoj na osovinicu klipa, na udaljenosti od 55 mm od dna klipa.
Prema promjeru rupe za osovinicu klipa klipovi se dijele u tri klase (1, 2, 3) do 0,004 mm. Klase promjera klipa i provrti klipnog klipa utisnuti su na dnu klipa (slika 2-35).
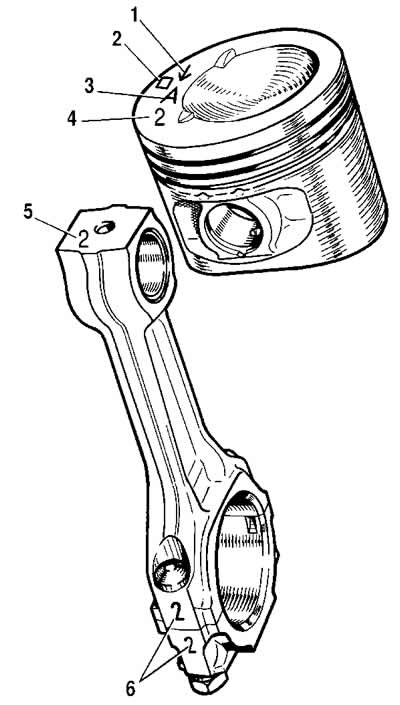
Crtež. 2-35. Oznake klipa i klipnjače:
1 - strelica za orijentaciju klipa u cilindru;
2 - veličina popravka;
3 - klasa klipa;
4 - klasa provrta osovinice klipa;
5 - klasa klipnjače prema provrtu osovinice klipa;
6 - broj cilindra.
Klipovi reparaturnih veličina izrađuju se s vanjskim promjerom povećanim za 0,4 i 0,8 mm. Dno ovih klipova označeno je trokutom ili kvadratom. Trokut odgovara povećanju vanjskog promjera od 0,4 mm, a kvadrat 0,8 mm.
Strelica na dnu klipa pokazuje kako pravilno usmjeriti klip prilikom ugradnje u cilindar. Trebao bi biti usmjeren prema pogonu bregastog vratila.
Klipni klip - čelik, šuplji, plutajućeg tipa, tj. slobodno se okreće u izbočinama klipa i čahuri klipnjače. Zatik je fiksiran u klipu pomoću dva čelična sigurnosna prstena.
Prema vanjskom promjeru igle su podijeljene u tri klase, svaka s korakom od 0,004 mm. Klasa je označena bojom na kraju prsta: plava oznaka - prva, zelena - druga, a crvena - treća klasa.
Klipni prstenovi izrađeni su od lijevanog željeza. Gornji kompresijski prsten ima kromiranu vanjsku površinu u obliku bačve. Donji kompresijski prsten tipa strugača. Prsten za struganje ulja - s kromiranim radnim rubovima i spiralnom oprugom (ekspander).
Na prstenima popravnih veličina postavlja se digitalna oznaka "40" ili "80", što odgovara povećanju vanjskog promjera za 0,4 ili 0,8 mm.
Klipnjača je čelična, kovana. Klipnjača se strojno obrađuje zajedno s poklopcem i stoga se ne mogu zasebno mijenjati. Kako bi se izbjeglo miješanje kapica i klipnjača tijekom sastavljanja, oni su utisnuti brojem 6 (vidi sl. 2-35) cilindar u koji su ugrađeni. Prilikom sastavljanja, brojevi na klipnjači i poklopcu moraju biti na istoj strani
U gornju glavu klipnjače utisnuta je čelično-brončana čahura. Prema promjeru otvora ove čahure, klipnjače se dijele u tri klase kroz 0,004 mm (isto kao i klipovi). Broj klase 5 utisnut je na gornjoj glavi klipnjače.
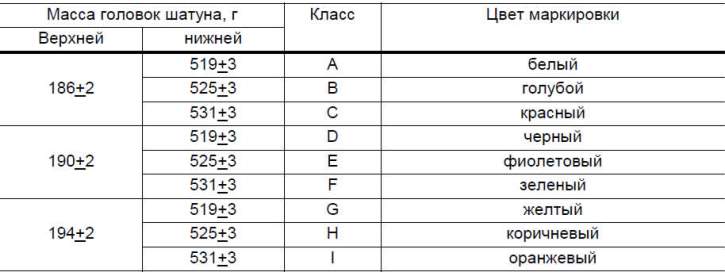
Prema težini gornje i donje glave, klipnjače se dijele u klase (tablica 2-1), označene bojom na klipnjači. Na motor moraju biti ugrađene klipnjače iste težine. Težina klipnjača može se podesiti uklanjanjem metala s izbočina na glavama na minimalne dimenzije od 16,5 i 35,5 mm (slika 2-36).
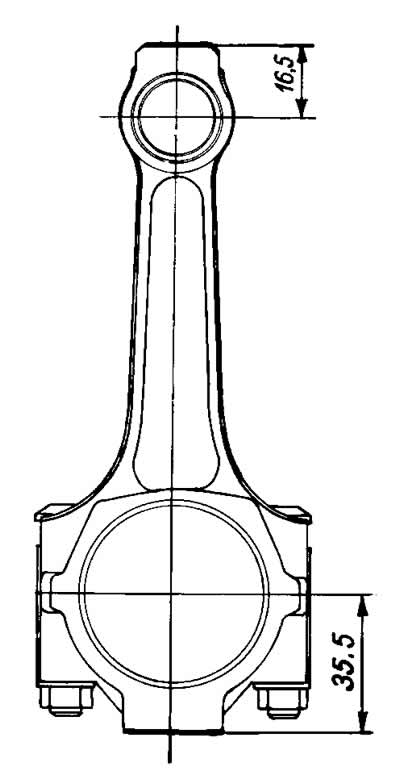
Crtež. 2-36. Mjesta gdje je dopušteno uklanjanje metala prilikom podešavanja težine gornje i donje glave klipnjače.
Tablica 2-1. Klase klipnjača prema težini gornje i donje glave
Odabir klipa za cilindar
Izračunati minimalni zazor između klipa i cilindra (za nove dijelove) jednaka 0,025-0,045 mm. Definira se kao razlika između minimalne veličine cilindra i najveće veličine klipa, a postiže se ugradnjom klipova iste klase kao i cilindri. Najveći dopušteni razmak (kada se dijelovi istroše) — 0,15 mm.
Ako je zazor prethodno korištenog motora veći od 0,15 mm, tada je potrebno ponovno odabrati klipove na cilindre tako da zazor bude što bliži proračunatom.
Rezervni dijelovi se isporučuju u klasama klipa A, C, E. Ove klase su dovoljne za odabir klipa za bilo koji cilindar tijekom popravka motora, budući da su klipovi i cilindri podijeljeni u klase s malim preklapanjem u veličinama. Na primjer, klip klase C može biti prikladan za cilindre klase B i D.
Demontaža i montaža
Rastavljanje. Uklonite pričvrsne prstenove s klipa, uklonite klip i odvojite klipnjaču od klipa. Uklonite klipne prstenove.
Vijci klipnjače su utisnuti u klipnjaču. Stoga, kako se ne bi poremetio prileganje vijka u klipnjaču, nije dopušteno istiskivanje vijaka iz klipnjača prilikom rastavljanja motora i skupine klipnjača-klip.
Ako neki dijelovi skupine klipnjače i klipa nisu oštećeni i imaju malo trošenja, mogu se ponovno koristiti. Stoga ih prilikom rastavljanja označite kako biste kasnije mogli sastaviti grupu s istim dijelovima i ugraditi ih u isti cilindar motora.
Skupština. Prije montaže spojite osovinicu s klipom i klipnjačom. Za nove dijelove, klasa rupa za osovinicu klipnjače i klipa mora biti identična klasi osovinice. Za rabljene dijelove, za ispravno spajanje, potrebno je da osovinica klipa, podmazana motornim uljem, uđe u otvor klipa pritiskom palca (Sl. 237) i glatko izađe pod vlastitom težinom iz otvora klipnih čepova, u okomitom položaju, kao što je prikazano na slici 2-38. Ako je potrebna dodatna sila za uklanjanje osovinice klipa iz otvora za čep klipa, zamijenite osovinicu klipa nižom kvalitetom.
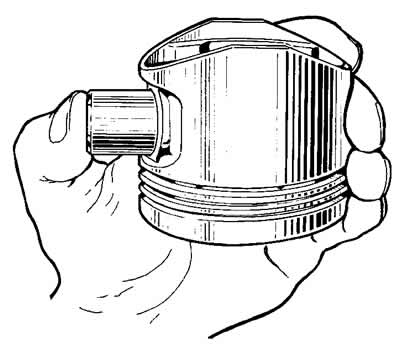
Crtež. 2-37. Ugradnja osovinice klipa.
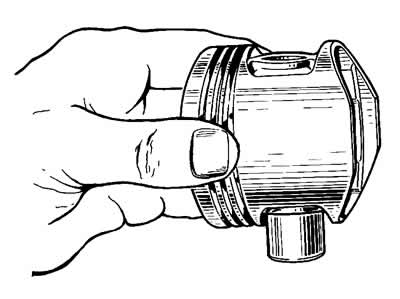
Crtež. 2-38. Provjera prianjanja osovinice klipa.
Ako je klip prve kategorije umetnut u klip, zamijenite klipni klip i klipnjaču. Montaža skupine klipnjače i klipa provodi se obrnutim redoslijedom od rastavljanja. Nakon ugradnje osovinice klipa, podmažite je motornim uljem kroz rupe u čepovima klipa.
Ugradite klipne prstenove sljedećim redoslijedom:
- podmažite utore klipa i klipne prstenove motornim uljem. Usmjerite klipne prstenove tako da gornji spoj kompresijskog prstena bude pod kutom od 45° u odnosu na os osovine klipa, donji spoj kompresijskog prstena je pod kutom od približno 180° u odnosu na os gornjeg zgloba kompresijskog prstena, a zglob strugača ulja pod kutom od približno 90° u odnosu na os gornjeg zgloba kompresijskog prstena
- postavite donji kompresijski prsten s urezom prema dolje (vidi sl. 2-36). Ako prsten ima oznaku "Top" ili "TOP", postavite prsten s oznakom prema gore (do dna klipa).
Prije ugradnje prstena za struganje ulja, provjerite nalazi li se spoj opružnog ekspandera na strani nasuprot zatvaraču prstena.
Provjera tehničkog stanja
Očistite klip od naslaga ugljika i uklonite sve naslage iz uljnih kanala klipa i klipnjače.
Pažljivo pregledajte dijelove. Pukotine bilo koje vrste na klipu, klipnim prstenovima, osovinici, klipnjači i njenom poklopcu nisu dopuštene. Ako na radnoj površini košuljica ima dubokih ogrebotina, zamijenite košuljice novima.
Provjerite razmak između klipnih prstenova i utora pomoću seta mjerača, kao što je prikazano na sl. 2-39, umetanjem prstena u odgovarajući utor. Izračunati zazor (zaokruženo na 0,01 mm) za nove dijelove iznosi 0,04-0,07 mm za gornji kompresijski prsten, 0,03-0,06 mm za donji i 0,02-0,05 mm za prsten za struganje ulja. Maksimalni dopušteni razmaci tijekom nošenja su 0,15 mm.
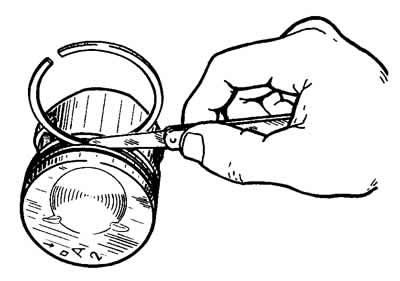
Crtež. 2-39. Provjera zazora između klipnih prstenova i utora.
Provjerite razmak u bravi klipnog prstena pomoću seta mjerača, umetanjem prstenova u cilindar (Sl. 2-40) s promjerom provrta jednakim nazivnom promjeru prstena s tolerancijom od ±0,003 mm.

Crtež. 2-40. Provjera razmaka u bravi prstena.
Razmak bi trebao biti unutar 0,25-0,45 mm za sve nove prstenove. Najveći dopušteni razmak tijekom nošenja je 1 mm.
[Izvorni izvor članka je web stranica CHEVYMAN]