
Садржај: Карактеристике уређаја ↧ Избор клипа за цилиндар ↧ Демонтажа и монтажа ↧ Провера техничког стања ↧
Карактеристике уређаја
Главне димензије клипњаче и клипне групе су приказане на цртање 2-34.
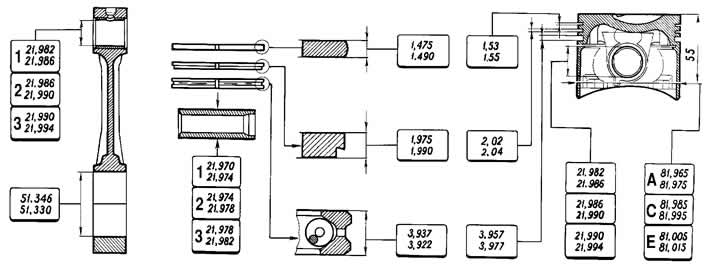
Цртање 2-34. Главне димензије клипњаче и клипне групе
Клип је од ливеног алуминијума. Током производње, тежина клипова се строго одржава. Због тога, приликом склапања мотора, није потребно одабрати клипове исте групе по тежини.
Према спољашњем пречнику, клипови су подељени у пет класа (А, Б, Ц, Д, Е) са размаком од 0,01 мм. Спољна површина клипа има сложен облик. По висини је бачвастог облика и овалног пресека. Због тога је потребно мерити пречник клипа само у равни окомитој на клипну осовину, на удаљености од 55 мм од дна клипа.
Према пречнику отвора за клипну осовину, клипови се деле у три класе (1, 2, 3) до 0,004 мм. Класе пречника клипа и отвори клипа су утиснути на дну клипа (Цртање 2-35).
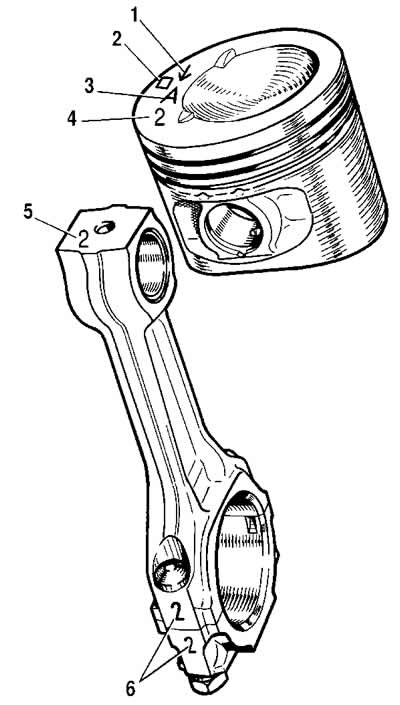
Цртање 2-35. Ознаке клипа и клипњаче:
1 - стрелица за оријентацију клипа у цилиндру;
2 - величина поправке;
3 - класа клипа;
4 - класа проврта клипног клипа;
5 - класа клипњаче по отвору клипа;
6 - број цилиндра.
Клипови ремонтних величина се производе са спољним пречником повећаним за 0,4 и 0,8 мм. Дно ових клипова је означено троуглом или квадратом. Троугао одговара повећању спољашњег пречника од 0,4 мм, а квадрат 0,8 мм.
Стрелица на дну клипа показује како правилно оријентисати клип када га уграђујете у цилиндар. Требало би да буде усмерено према погону брегастог вратила.
Клипни клип - челични, шупљи, плутајућег типа, односно слободно се окреће у отвору клипа и чаури клипњаче. Затик је фиксиран у клипу помоћу два челична причврсна прстена.
Према спољашњем пречнику, игле су подељене у три класе, свака са кораком од 0,004 мм. Класа је означена бојом на крају прста: плава ознака - прва, зелена - друга, а црвена - трећа класа.
Клипни прстенови су направљени од ливеног гвожђа. Горњи компресиони прстен има хромирану спољашњу површину у облику бурета. Доњи компресиони прстен типа стругач. Прстен за стругање уља - са хромираним радним ивицама и са намотаном експанзијском опругом (екпандером).
На прстеновима поправних величина поставља се дигитална ознака "40" или "80", што одговара повећању спољашњег пречника за 0,4 или 0,8 мм.
Клипњача је челична, кована. Клипњача је машински обрађена заједно са поклопцем и стога нису међусобно заменљива. Да би се избегло мешање капица и клипњача приликом монтаже, они су утиснути бројем 6 (види слику 2-35) цилиндра у који су уграђени. Приликом склапања, бројеви на клипњачи и поклопцу морају бити на истој страни
У горњу главу клипњаче утиснута је челично-бронзана чаура. Према пречнику отвора ове чауре, клипњаче се деле у три класе преко 0,004 мм (исто као и клипови). Број класе 5 је утиснут на горњој глави клипњаче.
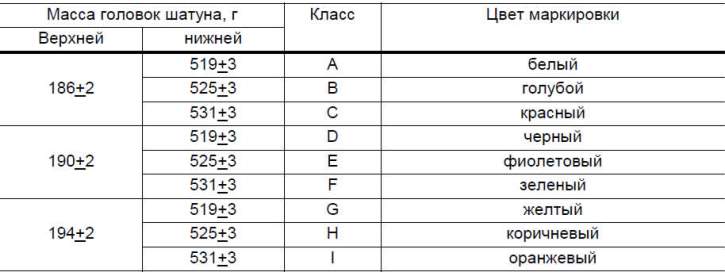
Према тежини горње и доње главе клипњаче се деле на класе (табела 2-1), означене бојом на клипњачи. На мотору морају бити уграђене клипњаче исте тежине. Тежина клипњача се може подесити уклањањем метала са шиљака на главама до минималних димензија 16,5 и 35,5 мм (сл. 2-36).
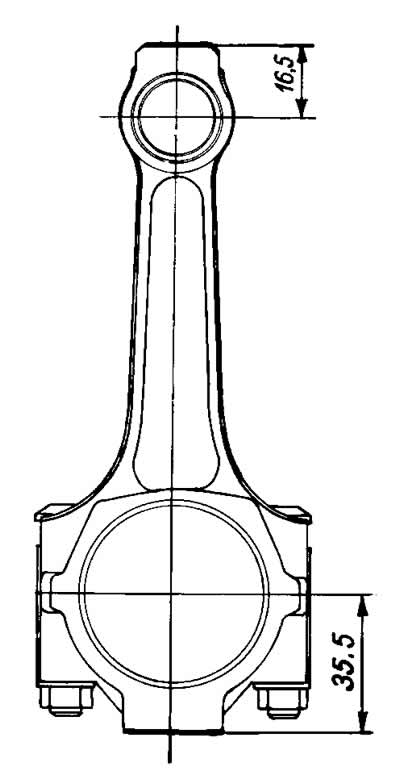
Цртање 2-36. Места на којима је дозвољено уклањање метала приликом подешавања тежине горње и доње главе клипњаче.
Табела 2-1. Класе клипњача по тежини горње и доње главе
Избор клипа за цилиндар
Израчунати минимални зазор између клипа и цилиндра (за нове делове) је 0,025-0,045 мм. Дефинише се као разлика између минималне величине цилиндра и максималне величине клипа и постиже се уградњом клипова исте класе као и цилиндри. Максимални дозвољени зазор (због хабања делова) је 0,15 мм.
Ако зазор претходно коришћеног мотора прелази 0,15 мм, онда је потребно поново изабрати клипове на цилиндре тако да зазор буде што је могуће ближи израчунатом.
Резервни делови се испоручују у класама клипова А, Ц, Е. Ове класе су довољне за одабир клипа за било који цилиндар током поправке мотора, пошто су клипови и цилиндри подељени у класе са малим преклапањем величина. На пример, клип класе Ц може бити погодан за цилиндре класе Б и Д.
Демонтажа и монтажа
Демонтажа. Скините причврсне прстенове клипа са клипа, уклоните клин и одвојите клипњачу од клипа. Уклоните клипне прстенове.
Вијци клипњаче су утиснути у клипњачу. Због тога, да се не би пореметило налегање вијка у клипњачу, није дозвољено истискивање вијака из клипњача приликом растављања мотора и клипњаче групе.
Ако неки делови клипњаче и клипне групе нису оштећени и мало су истрошени, могу се поново користити. Зато их приликом растављања означите тако да касније можете саставити групу са истим деловима и уградити их у исти цилиндар мотора.
Скупштина. Пре монтаже, спојите клин са клипом и клипњачем. Код нових делова, класа рупа за клин у клипњачи и клипу мора бити идентична класи клина. За коришћене делове, за правилно спаривање неопходно је да клипни клип, подмазан моторним уљем, уђе у отвор клипа под притиском палца (сл. 237) и глатко излази под сопственом тежином из отвора шиљака клипа, налазећи се у вертикалном положају, као што је приказано на слици 2-38. Ако је потребна додатна сила да би се клипни клип уклонио из отвора за отвор клипа, замените клип нижим степеном.
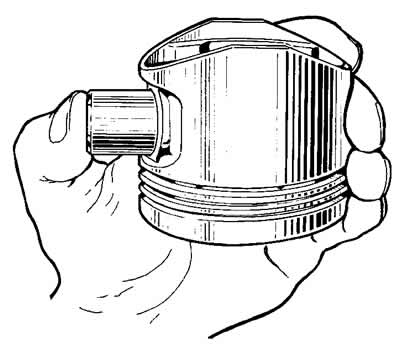
Цртање 2-37. Уградња клипног затика.
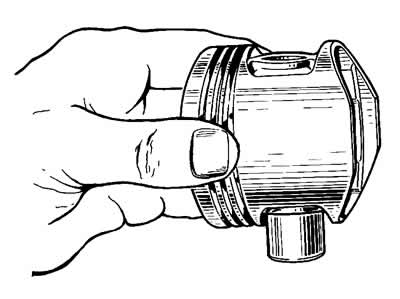
Цртање 2-38. Провера уклапања клипног клипа.
Ако је клип прве категорије уметнут у клип, замените клип и клипњачу. Монтажа клипњаче и клипне групе врши се обрнутим редоследом од демонтаже. Након уградње клипног клипа, подмажите га моторним уљем кроз рупе на главицама клипа.
Инсталирајте клипне прстенове следећим редоследом:
- подмажите клипне жлебове и клипне прстенове моторним уљем. Окрените клипне прстенове тако да горњи спој компресионог прстена буде под углом од 45° у односу на осу клипног клипа, доњи спој компресионог прстена је под углом од приближно 180° у односу на горњу осовину компресионог прстена, а зглоб прстена за стругање уља под углом од приближно 90° у односу на горњи спој компресионог прстена
- уградите доњи компресиони прстен са урезом окренутим надоле (погледајте слику 2-36). Ако је прстен означен са "Топ" или "ТОП", онда поставите прстен са ознаком окренутом нагоре (према дну клипа).
Пре уградње прстена за стругање уља, проверите да ли се спој експандера опруге налази на страни супротној од браве прстена.
Провера техничког стања
Очистите клип од наслага угљеника и уклоните све наслаге са клипа и пролаза за уље клипњаче.
Пажљиво прегледајте делове. Пукотине било које врсте на клипу, клипним прстеновима, затичу, клипњачи и његовом поклопцу нису дозвољене. Ако на радној површини облога постоје дубоке огреботине, замените облоге новим.
Проверите зазор између клипних прстенова и жлебова помоћу сета мерача, као што је приказано на слици 2-39, уметањем прстена у одговарајући жлеб. Израчунати зазор (заокружен на 0,01 мм) за нове делове је 0,04-0,07 мм за горњи компресијски прстен, 0,03-0,06 мм за доњи и 0,02-0,05 мм за прстен за стругање уља. Максимални дозвољени зазори током хабања су 0,15 мм.
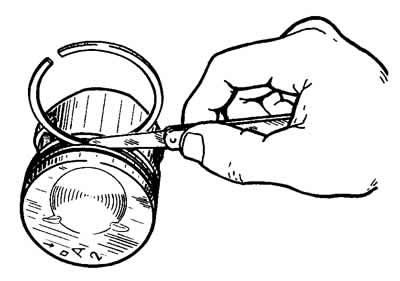
Цртање 2-39. Провера зазора између клипних прстенова и жлебова.
Проверите зазор у брави клипног прстена помоћу сета мерача, убацивањем прстенова у цилиндар (слика 2-40) са пречником отвора једнаким номиналном пречнику прстена са толеранцијом од ±0,003 мм.

Цртање 2-40. Провера размака у брави прстена.
Размак треба да буде унутар 0,25-0,45 мм за све нове прстенове. Максимални дозвољени зазор током хабања је 1 мм.