
Карактеристике уређаја
Главне димензије радилице су дате на слици 2-41.
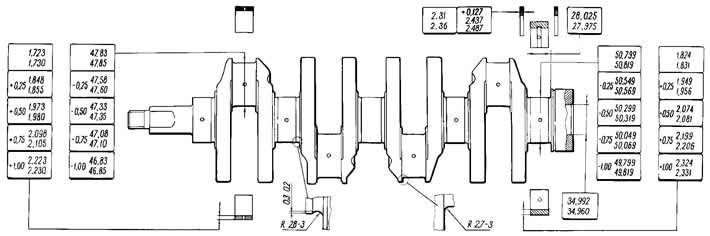
Цртање 2-41. Главне димензије радилице.
Радилица је од ливеног гвожђа, петолежна. Могуће је поново брусити рукавце радилице током поправке са смањењем пречника од 0,25; 0,5; 0,75; и 1 мм.
Аксијално кретање радилице ограничено је са два потисна полупрстена. Убацују се у утичнице блока цилиндара са обе стране петог главног лежаја, са метал-керамичким полупрстеном (жути) постављеним на задњој страни и челично-алуминијумским полупрстеном на предњој страни. Полупрстенови се производе у две величине - нормалне и повећане дебљине за 0,127 мм.
Шкољке лежаја радилице су танких зидова, челик-алуминијум. Горње шкољке лежаја 1, 2, 4 и 5 лежајева радилице имају жлеб на унутрашњој површини, а доње шкољке лежаја немају жлеб. 3. носећи умеци (горњи и доњи) су без жлеба. Лежајеви клипњаче (горњи и доњи) су такође без жлебова.
Облоге за поправку се израђују са повећаном дебљином за рукавце радилице, смањеном за 0,25; 0,5; 0,75 и 1 мм.
Замајац је од ливеног гвожђа, са утиснутим челичним зупчастим ободом за покретање мотора стартером. Замајац је центриран предњим лежајем улазног вратила мењача, утиснутог у радилицу.
На задњој равни замајца у близини зупчастог обода налази се уградна ознака у облику конусног отвора. Требало би да се налази насупрот носача клипњаче четвртог цилиндра.
Провера техничког стања и поправка
Цранксхафт. Прегледајте радилицу. Пукотине на било ком месту радилице нису дозвољене. Огреботине, огреботине и трагови нису дозвољени на површинама које се спајају са радним ивицама заптивки.
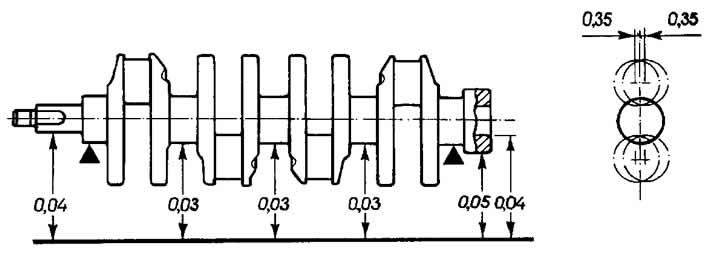
Цртање 2-42. Дозвољено истицање главних површина радилице.
Инсталирајте радилицу са спољним главним рукавцима на две призме (Цртање 2-42) и проверите отпуштање помоћу индикатора:
- главни вратови (не више од 0,03 мм);
- седишта за ланчаник и лежај погонске осовине мењача (не више од 0,04 мм);
- површинско спаривање са заптивком (не више од 0,05 мм).
Измерите пречнике главне и клипњаче. Чепке треба брусити ако је њихово хабање веће од 0,03 мм или овалност чахуре веће од 0,03 мм, као и ако на чапцима има неравнина и огреботина.
Избрусите чауре тако што ћете смањити пречник на најближу величину за поправку (види слику 241).
Приликом млевења, задржите димензије угаоника врата сличне онима приказаним на слици 241 за нормалне димензије радилице. Овалност и конус главних и клипних носача након брушења не би требало да буду већи од 0,005 мм.
Померање оса клипњаче из равни која пролази кроз осе клипњаче и главних клипњача после брушења треба да буде у границама ±0,35 мм (види слику 2-42). Да бисте проверили, поставите осовину са спољним главним рукавцима на призме и подесите осовину тако да оса рукавца клипњаче првог цилиндра буде у хоризонталној равни која пролази кроз осе главних рукаваца. Затим, помоћу индикатора, проверите вертикално померање радилица цилиндара 2, 3 и 4 у односу на осовину цилиндра 1.
Након брушења носача, полирајте их дијамантском пастом или ГОИ пастом.
Након брушења и накнадне дораде чаура, уклоните чепове канала за уље и затим обрадите лежишта чепова глодалицом А.94016/10, монтиран на вретено А.94016. Темељно исперите радилицу и њене пролазе да бисте уклонили остатак абразива и дувајте компримованим ваздухом. Утисните нове чепове помоћу технолошке шипке и обележите сваки у три тачке централним ударцем.
На првом образу коленастог вратила означите количину редукције матичне и клипњаче (на пример, К 0,25; В 0,50).
Умеци. На облогама се не смеју вршити никакве операције подешавања. Ако има огреботина, огреботина или деламинације, замените лежајеве новим.
Размак између облога и рукаваца радилице се проверава прорачуном (мерењем делова). Погодно је користити калибрирану пластичну жицу да проверите зазор. У овом случају, метод верификације је следећи:
- темељно очистите радне површине кошуљица и одговарајући врат и ставите комад пластичне жице на његову површину;
- уградите клипњачу са поклопцем или поклопцем главног лежаја (у зависности од врсте рукавца који се проверава) на рукавац и затегните монтажне навртке или завртње. Затегните матице вијака клипњаче обртним моментом од 51 Нм (5,2 кгф м), а вијке поклопца главног лежаја обртним моментом од 80,4 Нм (8,2 кгф м);
- скините поклопац и помоћу скале на паковању и равнања жице одредите величину зазора (сл. 2-43).
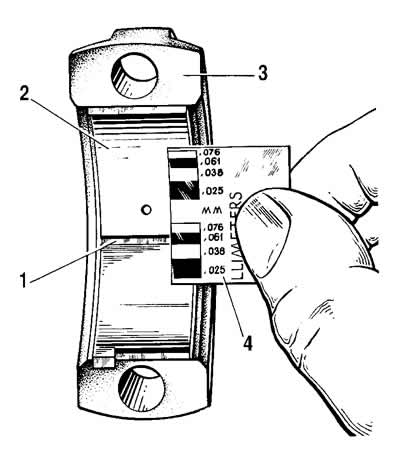
Цртање 2-43. Мерење зазора у лежају клипњаче:
1 - спљоштена калибрирана пластична жица;
2 - уметак;
3 - поклопац клипњаче;
4 - скала за мерење јаза.
Номинални израчунати зазор је 0,02-0,07 мм за клипњаче и 0,026-0,073 мм за главне рукавце. Ако је зазор мањи од максималног (0,1 мм за клипњаче и 0,15 мм за главне рукавце), онда се ови лежајеви могу поново користити.
Ако је зазор већи од максималног, замените чахуре лежаја на овим чапцима новим.
Ако су рукавци радилице истрошени и избрушени до величине за поправку, замените облоге за поправке (повећане дебљине).
Гурните полупрстенове. Као и на облогама, на полупрстеновима се не могу извршити никакве операције подешавања. У случају огреботина, огреботина или деламинације, замените полупрстенове новим.
Полупрстенови се такође замењују ако аксијални зазор коленастог вратила прелази максимално дозвољену вредност од 0,35 мм. Изаберите нове полупрстенове номиналне дебљине или повећане за 0,127 мм да бисте добили аксијални зазор унутар 0,06-0,26 мм.
Аксијални зазор радилице се проверава помоћу индикатора као што је описано у пододељку "Склоп мотора" (види слику 2-19).
Аксијални зазор радилице се такође може проверити на мотору уграђеном у возило. У овом случају, аксијално померање радилице се ствара притиском и отпуштањем педале квачила, а величина зазора се одређује кретањем предњег краја радилице.
Замајац. Проверите стање зупчастог обода и ако су зупци оштећени, замените замајац. Ако замајац има затамњене боје на површини 3 (Цртање 2-44), потребно је проверити затегнутост фелне на замајцу. Обод не би требало да се окреће при обртном моменту од 590 Нм (60 кгф м).
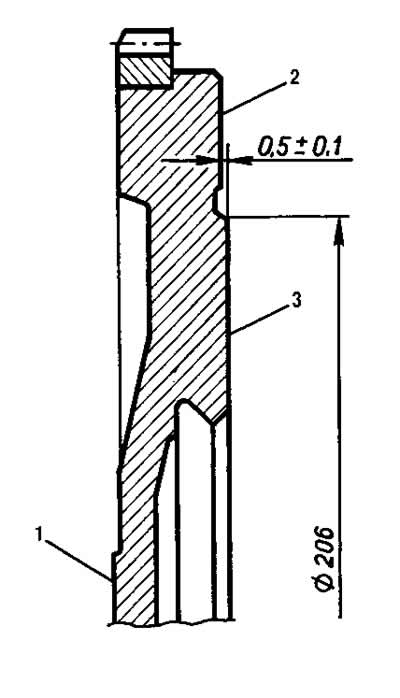
Цртање 2-44. Замајац:
1 - монтажна површина на прирубницу радилице;
2 - површина за монтажу квачила;
3 - носећа површина погонског диска квачила.
На површини 1 замајца поред прирубнице радилице и на површини 3 испод погонског диска квачила нису дозвољене огреботине или неравнине.
Уклоните огреботине и неравнине на површини 3 брушењем, уклањајући слој метала дебљине не више од 1 мм. Истовремено, такође брусити површину 2, задржавајући величину (0,5±0,1) мм. Приликом окретања потребно је обезбедити да површине 2 и 3 буду паралелне са површином 1. Толеранција непаралелности је 0,1 мм.
Монтирајте замајац на трн, центрирајући га на монтажни отвор са нагласком на површини 1, и проверите отпуштање равни 2 и 3. На крајњим тачкама индикатор не би требало да показује избочине веће од 0,1 мм.