
Vlastnosti zariadenia
Hlavné rozmery kľukového hriadeľa sú uvedené na kresba 2-41.
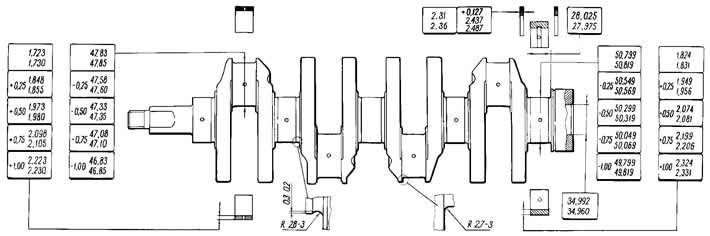
Kresba 2-41. Hlavné rozmery kľukového hriadeľa.
Kľukový hriadeľ je liatinový, päťložiskový. Pri opravách je možné prebrúsiť čapy kľukového hriadeľa so zmenšením priemeru 0,25; 0,5; 0,75; a 1 mm.
Axiálny pohyb kľukového hriadeľa je obmedzený dvoma prítlačnými polovičnými krúžkami. Sú vložené do objímok bloku valcov na oboch stranách piateho hlavného ložiska, pričom na zadnej strane je umiestnený kovokeramický polkrúžk (žltý) a na prednej strane je polokrúžok z ocele a hliníka. Polkruhy sa vyrábajú v dvoch veľkostiach - normálna a zväčšená o 0,127 mm.
Ložiskové panvy kľukového hriadeľa sú tenkostenné, oceľovo-hliníkové. Horné ložiskové panvy 1, 2, 4 a 5 ložísk kľukového hriadeľa majú drážku na vnútornom povrchu a spodné ložiskové panvy nemajú drážku. 3. podporné vložky (horné a spodné) bez drážky. Ojničné ložiská (horné a spodné) tiež bez drážky.
Opravné vložky sú vyrobené so zväčšenou hrúbkou pre čapy kľukového hriadeľa, zníženou o 0,25; 0,5; 0,75 a 1 mm.
Zotrvačník je liatinový, s nalisovaným oceľovým ozubeným vencom pre štartovanie motora štartérom. Zotrvačník je vycentrovaný predným ložiskom vstupného hriadeľa prevodovky, zalisovaným do kľukového hriadeľa.
Na zadnej rovine zotrvačníka v blízkosti ozubeného venca je montážna značka vo forme kužeľového otvoru. Mal by byť umiestnený oproti čapu ojnice štvrtého valca.
Kontrola technického stavu a opravy
Kľukový hriadeľ. Skontrolujte kľukový hriadeľ. Trhliny na akomkoľvek mieste kľukového hriadeľa nie sú povolené. Škrabance, ryhy a značky nie sú povolené na povrchoch lícujúcich s pracovnými okrajmi tesnení.
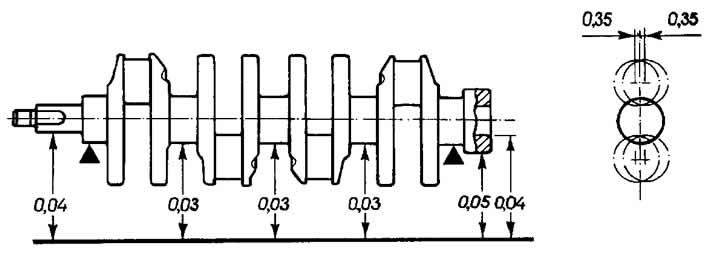
Kresba 2-42. Prípustné hádzanie hlavných plôch kľukového hriadeľa.
Namontujte kľukový hriadeľ s vonkajšími hlavnými čapmi na dva hranoly (kresba 2-42) a skontrolujte hádzanie pomocou indikátora:
- koreňové krčky (nie viac ako 0,03 mm);
- dosadacie plochy pre ozubené koleso a ložisko hnacieho hriadeľa prevodovky (nie viac ako 0,04 mm);
- povrchy lícujúce s tesnením (nie viac ako 0,05 mm).
Zmerajte priemery čapu hlavnej a ojnice. Čapy by sa mali brúsiť, ak je ich opotrebenie väčšie ako 0,03 mm alebo oválnosť čapov väčšia ako 0,03 mm, a tiež ak sú na čapoch otrepy a ryhy.
Zbrúste čapy na najbližšiu veľkosť opravy (pozri kresba 241).
Pri brúsení dodržujte rozmery filiet krku podobné tým, ktoré sú znázornené na kresba 241 pre normálne rozmery kľukového hriadeľa. Oválnosť a zúženie hlavných a ojničných čapov po brúsení by nemali byť väčšie ako 0,005 mm.
Odsadenie osí ojničných čapov od roviny prechádzajúcej osami ojničných a hlavných čapov po brúsení by malo byť v rozmedzí ±0,35 mm (pozri kresba 2-42). Pre kontrolu umiestnite hriadeľ s vonkajšími hlavnými čapmi na hranoly a nastavte hriadeľ tak, aby os čapu ojnice prvého valca bola v horizontálnej rovine prechádzajúcej osami hlavných čapov. Potom pomocou indikátora skontrolujte vertikálny posun kľukových čapov valcov 2, 3 a 4 vzhľadom na kľukový čap valca 1.
Po vybrúsení čapov ich vyleštite diamantovou pastou alebo pastou GOI.
Po brúsení a následnej úprave čapov odstráňte zátky olejových kanálov a potom opracujte sedlá zátok pomocou frézy A.94016/10 namontovanej na vretene A.94016. Dôkladne opláchnite kľukový hriadeľ a jeho priechody, aby ste odstránili zvyšky abrazíva a prefúknite stlačeným vzduchom. Zatlačte nové zátky pomocou technologickej tyče a každú označte v troch bodoch pomocou dierovača.
Na prvej strane kľukového hriadeľa označte veľkosť zníženia hlavného a ojničného čapu (napríklad K 0,25; W 0,50).
Vložky. Na vložkách sa nesmú vykonávať žiadne nastavovacie operácie. Ak sú nejaké škrabance, škrabance alebo delaminácia, vymeňte ložiská za nové.
Vôľa medzi vložkami a čapmi kľukového hriadeľa sa kontroluje výpočtom (po zmeraní častí). Na kontrolu medzery je vhodné použiť kalibrovaný plastový drôt. V tomto prípade je metóda overovania nasledovná:
- dôkladne očistite pracovné plochy vložiek a zodpovedajúce hrdlo a na ich povrch položte kúsok plastového drôtu;
- namontujte ojnicu s krytom alebo krytom hlavného ložiska na čap (v závislosti od typu kontrolovaného krčka maternice) a utiahnite upevňovacie matice alebo skrutky. Utiahnite matice skrutiek ojnice na krútiaci moment 51 Nm (5,2 kgf·m) a skrutky veka hlavného ložiska na krútiaci moment 80,4 Nm (8,2 kgf·m);
- odstráňte veko a pomocou stupnice na obale a sploštenia drôtu určte veľkosť medzery (kresba 2-43).
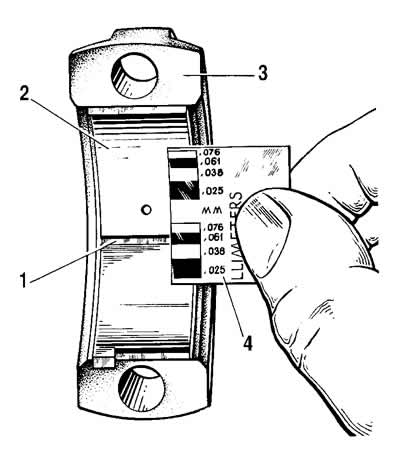
Kresba 2-43. Meranie vôle v ložisku ojnice:
1 - sploštený kalibrovaný plastový drôt;
2 - vložka;
3 - kryt ojnice;
4 - stupnica na meranie medzery.
Menovitá vypočítaná vôľa je 0,02-0,07 mm pre čapy ojnice a 0,026-0,073 mm pre hlavné čapy. Ak je medzera menšia ako maximálna (0,1 mm pre čapy ojnice a 0,15 mm pre hlavné čapy), potom môžete tieto vložky znova použiť.
Ak je medzera väčšia ako maximálna, vymeňte ložiskové panvy na týchto čapoch za nové.
Ak sú čapy kľukového hriadeľa opotrebované a brúsené na veľkosť opravy, vymeňte vložky za opravné (zvýšená hrúbka).
Ťahové polovičné krúžky. Rovnako ako na vložkách, ani na polkrúžkoch nie je možné vykonávať žiadne nastavovacie operácie. V prípade ryhovania, škrabancov alebo delaminácie vymeňte polkrúžky za nové.
Polkrúžky sa vymieňajú aj vtedy, ak axiálna vôľa kľukového hriadeľa prekročí maximálnu povolenú hodnotu 0,35 mm. Vyberte nové polkrúžky nominálnej hrúbky alebo zväčšené o 0,127 mm, aby ste získali axiálnu vôľu v rozmedzí 0,06-0,26 mm.
Axiálna vôľa kľukového hriadeľa sa kontroluje pomocou indikátora, ako je popísané v podkapitole "Zostava motora" (pozri kresba 2-19).
Axiálnu vôľu kľukového hriadeľa je možné skontrolovať aj na motore namontovanom vo vozidle. Axiálny pohyb kľukového hriadeľa v tomto prípade vzniká stlačením a uvoľnením pedálu spojky a veľkosť medzery je určená pohybom predného konca kľukového hriadeľa.
Zotrvačník. Skontrolujte stav ozubeného venca a ak sú zuby poškodené, vymeňte zotrvačník. Ak má zotrvačník na ploche 3 zafarbené (kresba 2-44), je potrebné skontrolovať napnutie ráfika na zotrvačníku. Ráfik by sa nemal otáčať krútiacim momentom 590 Nm (60 kgf·m).
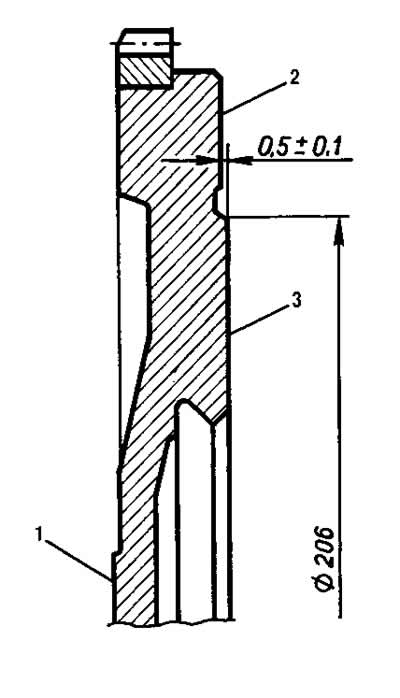
Kresba 2-44. Zotrvačník:
1 - montážna plocha k prírube kľukového hriadeľa;
2 - montážna plocha spojky;
3 - nosná plocha hnaného spojkového kotúča.
Na povrchu 1 zotrvačníka v blízkosti príruby kľukového hriadeľa a na povrchu 3 pod kotúčom hnanej spojky nie sú povolené žiadne škrabance alebo otrepy.
Odstráňte škrabance a otrepy na povrchu 3 brúsením, pričom odstráňte vrstvu kovu s hrúbkou maximálne 1 mm. Súčasne prebrúste aj povrch 2, pričom dodržte veľkosť (0,5±0,1) mm. Pri otáčaní je potrebné zabezpečiť, aby plochy 2 a 3 boli rovnobežné s plochou 1. Tolerancia nerovnobežnosti je 0,1 mm.
Namontujte zotrvačník na tŕň, vycentrujte ho na montážny otvor s dôrazom na povrch 1 a skontrolujte hádzanie rovín 2 a 3. V extrémnych bodoch by indikátor nemal ukazovať hádzanie presahujúce 0,1 mm.