
Značajke uređaja
Glavne dimenzije bloka cilindra dane su na sl. 2-30.
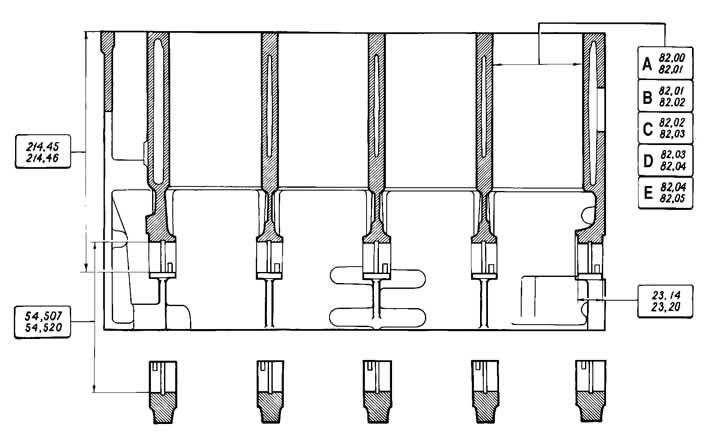
Crtež. 2-30. Glavne dimenzije bloka cilindra.
Blok cilindra je izliven od posebnog niskolegiranog lijevanog željeza. Promjeri cilindra podijeljeni su u pet klasa, svaka s korakom od 0,01 mm, označenih slovima A, B, C, D, E. Klasa cilindra je utisnuta na donjoj ravnini bloka cilindra (Sl. 2-31).
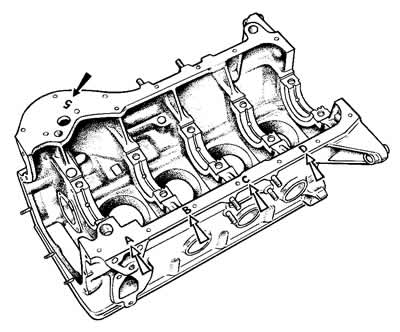
Crtež. 2-31. Označavanje klase veličine cilindra na bloku.
Moguće je probušiti cilindre za popravak klipova, povećanog promjera za 0,4 i 0,8 mm.
Poklopci glavnih ležajeva strojno se obrađuju kao cjelina s blokom cilindra. Stoga nisu međusobno zamjenjivi i imaju oznake na vanjskoj površini da ih se razlikuje (vidi sl. 2-19).
Provjera i popravak tehničkog stanja
Ispitivanje. Temeljito operite blok cilindra i očistite kanale za ulje. Nakon puhanja i sušenja komprimiranim zrakom, pregledajte blok cilindra. Nisu dopuštene pukotine u ležajevima ili drugim mjestima bloka cilindra.
Ako postoji sumnja da je rashladna tekućina ušla u kućište radilice, provjerite nepropusnost bloka cilindra na posebnom postolju. Da biste to učinili, nakon što začepite otvore rashladnog plašta bloka cilindra, pumpajte vodu na sobnoj temperaturi u njega pod pritiskom od 0,3 MPa (3 kgf/cm²). Ne bi trebalo biti curenja vode iz bloka cilindra unutar dvije minute.
Ako ulje ulazi u rashladnu tekućinu, tada bez potpunog rastavljanja motora provjerite ima li pukotina u bloku cilindra u područjima uljnih kanala. Da biste to učinili, ispustite rashladnu tekućinu iz rashladnog sustava, uklonite glavu cilindra, napunite rashladni plašt bloka cilindra vodom i dovedite komprimirani zrak u okomiti uljni kanal bloka cilindra. Ako se u vodi koja puni rashladni plašt pojave mjehurići zraka, zamijenite blok cilindra.
Provjerite ravninu spoja bloka cilindra i glave pomoću ravnala i seta mjerača. Ravnalo je postavljeno duž dijagonala ravnine i u sredini u uzdužnom smjeru i poprijeko. Tolerancija ravnosti ne smije biti veća od 0,1 mm.
Popravak cilindra. Provjerite prelazi li istrošenost cilindra najveću dopuštenu vrijednost od 0,15 mm.
Promjer cilindra mjeri se mjeračem provrta (Sl. 2-32) u četiri zone, u uzdužnom i poprečnom smjeru motora (Sl. 2-33). Mikrometar se koristi za postavljanje mjerača provrta na nulu.
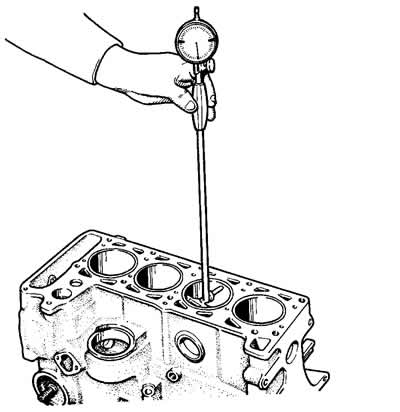
Crtež. 2-32. Mjerni cilindri s mjeračem provrta:
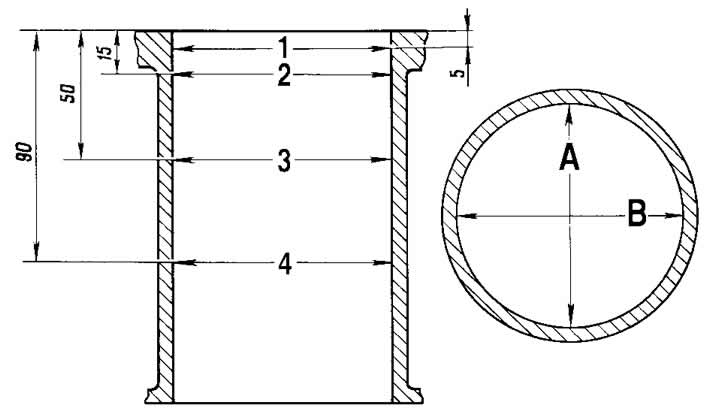
Crtež. 2-33. Dijagram mjerenja cilindra:
A i B su smjerovi mjerenja;
1, 2, 3 i 4 su brojevi pojaseva.
U zoni remena 1 cilindri praktički nisu istrošeni. Prema tome, na temelju razlike u mjerenjima u prvom i ostalim remenima, može se procijeniti količina istrošenosti cilindara.
Ako je maksimalna vrijednost istrošenosti veća od 0,15 mm, izbušite cilindre na najbližu veličinu popravka, ostavljajući dopuštenje od 0,03 mm na promjeru za honanje. Zatim izbrusite cilindre, održavajući takav promjer da prilikom ugradnje odabranog klipa za popravak izračunati razmak između njega i cilindra bude 0,025-0,045 mm.
Članak je ponovno tiskan s web stranice chevyman.ru