
Дэфармаваныя месцы панэляў выпраўляюць, як правіла, уручную пры дапамозе адмысловай прылады (малаткоў, рычагоў, розных аправак) і прынад.
Праўку з нагрэвам выкарыстоўваюць для абсякання (сцягванні) моцна расцягнутых паверхняў панэляў. Для прадухілення пагаршэння механічных уласцівасцяў металу панэлі награваюць да 600-650°С (вішнёва-чырвоны колер). Дыяметр нагрэтай плямы павінен быць не больш за 10-15 мм.
Рыхтоўку панэляў з усаджваннем металу выконвайце наступным чынам:
- вугальным электродам зварачнага паўаўтамата ці газавай гарэлкай нагрэйце кропкі металу ад перыферыі да цэнтра дэфектнага ўчастку і ўдарамі драўлянай кіянкі ці малатка абсякайце нагрэтыя месцы са зваротнага боку абсялянага ўчастку, выкарыстоўваючы падтрымку або кавадлу;
- паўтарайце аперацыі награвання і абсяканні металу да атрымання неабходнай паверхні панэлі.
Няроўнасці на панэлях можна выраўнаваць пры дапамозе поліэфірных шпатлёвак, тэрмапластыка, эпаксідных масцік халоднага ацвярдзення і пры дапамозе прыпоя.
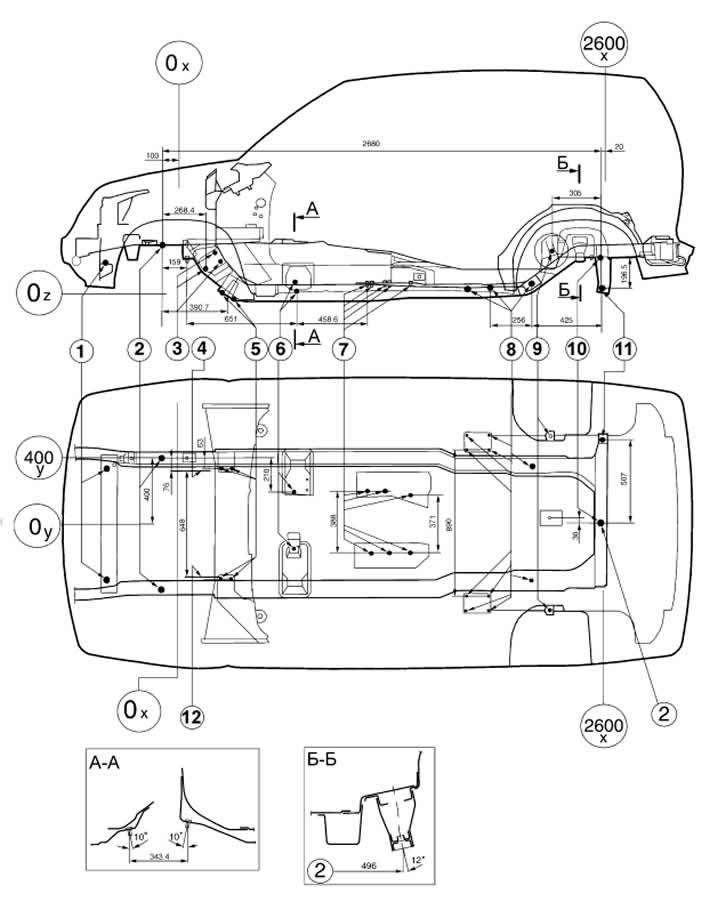
Мал. 8-5. Асноўныя даведачныя памеры кропак мацавання вузлоў і агрэгатаў аўтамабіля:
1 - адтуліны для ўсталёўкі радыятара;
2 - базавыя адтуліны дыяметрам 20 мм;
3 - мацаванні рулявога механізму;
4 - прывалачная плоскасць кранштэйна маятнікавага рычага;
5 - мацаванні стабілізатара;
6 - мацаванні задняй апоры сілавога агрэгата;
7 - мацаванні раздатачнай скрынкі;
8 - мацаванні рычагоў задняй падвескі;
9 - мацаванні задняга амартызатара;
10 - базавая адтуліна;
11 - мацаванні папярочнай штангі;
12 - привалочная плоскасць рулявога механізму.
Поліэфірныя шпатлёўкі тыпу «Хемпропол-П» ці ПЭ-0085 утвораць надзейныя злучэнні з панэлямі, зачышчанымі да металу. Тэмпература ў працоўным памяшканні не павінна быць ніжэй за 18°С. Прыгатаваную поліэфірную шпатлёўку неабходна выкарыстоўваць па часе не больш за за 10 мін. Яна канчаткова дубянее праз 60 мін пасля нанясення. Таўшчыня пласта шпатлёўкі на апрацаванай паверхні панэлі не павінна перавышаць 2 мм.
Тэрмапластыка выпускаецца ў выглядзе парашка. Эластычныя ўласцівасці, неабходныя для нанясення яго на металічную паверхню панэлі, ён набывае пры тэмпературы 150-160°З. Паверхня, якая падлягае запаўненню, павінна быць старанна вычышчана ад іржы, акаліны, старой фарбы і іншых забруджванняў. Адгезія тэрмапластыка лепш да шурпатай паверхні металу. Для нанясення тэрмапластыка ўчастак, які падлягае выраўноўванню, награваюць да 170-180°З і наносяць першы пласт парашка, які ўкочваюць металічным валікам. Затым наносяць другі пласт і гэтак далей да запаўнення няроўнасці. Кожны пласт укочваюць да атрымання маналітнага пласта пластычнай масы. Пасля отверждения тэрмапластык апрацоўваюць рихтовочной пілой.
Прыпоі тыпу ПОССу 18-2 або ПОССу 25-2 прымяняюцца для выраўноўвання участкаў, раней запоўненых прыпоем, нарошчвання беражкоў дэталяў і ўхіленні зазораў.
Пры значных пашкоджаннях дэталяў кузава іх замяняюць новымі з выкарыстаннем электрадугавой зваркі ў асяроддзі ахоўных газаў.