Змест: Працэдура разборкі ↧ Праверка галоўкі цыліндраў ↧ Праверка клапанаў ↧ Працэдура ачысткі ↧ Капрамонт галоўкі цыліндраў ↧ Працэдура зборкі ↧
Неабходнае абсталяванне
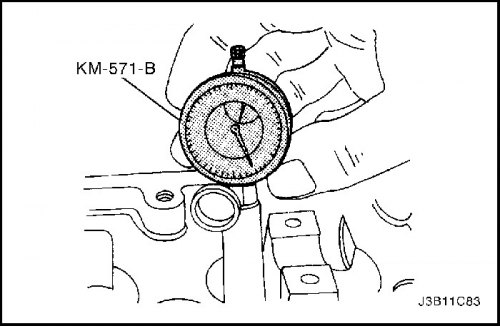
KM-571-B Вымяральнік
KM-340-0 Камплект рэжучых інструментаў
KM-340-7 Накіравальны бародак
KM-340-13 Рэжучыя інструменты
KM-340-26 Рэжучыя інструменты
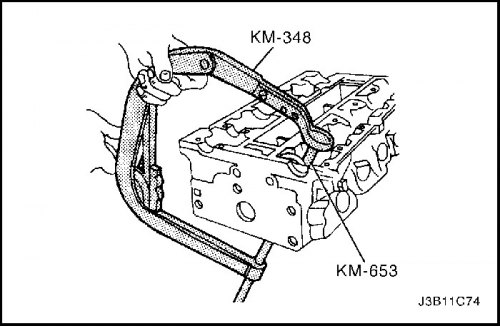
KM-348 Прылада сціску спружыны клапана
KM-653 Адаптар
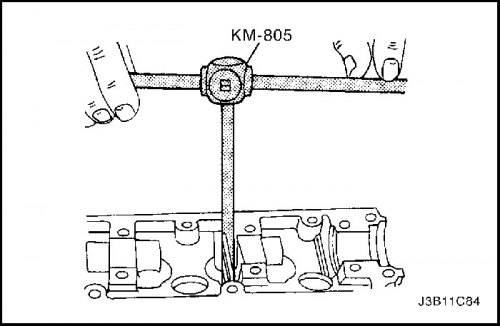
KM-805 Варотак накіроўвалай клапана
Працэдура разборкі
1. Зніміце галоўку цыліндраў з далучаным впускным і выпускным калектарам. Выконвайце пункту "Галоўка цыліндраў і пракладка" у гэтым раздзеле.
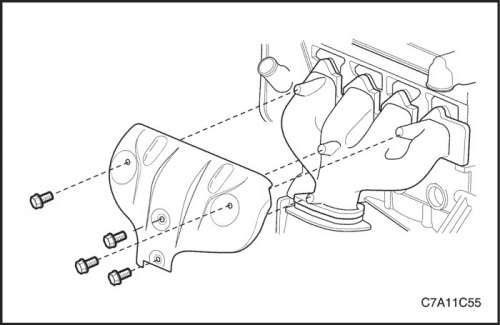
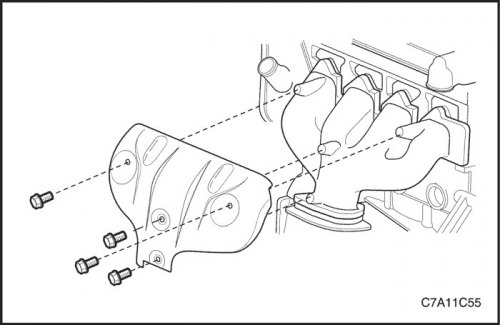
2. Зніміце цеплаізаляцыйны шчыток выпускнога калектара.
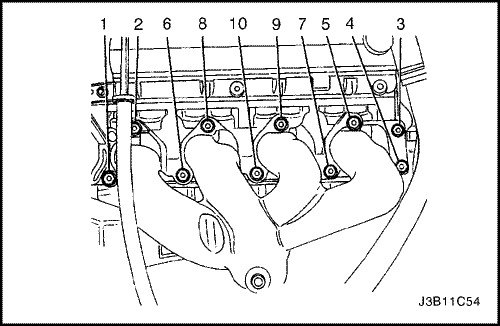
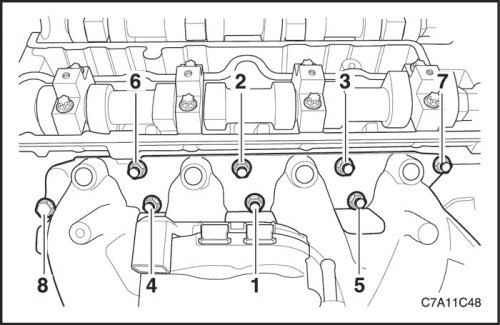
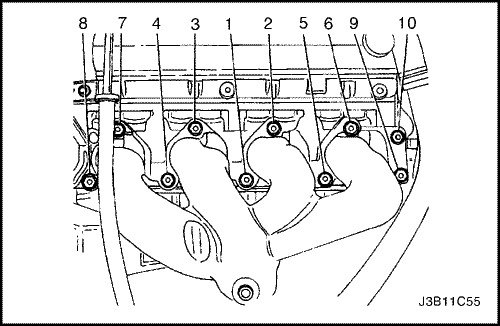
3. Зніміце стопарныя гайкі выпускнога калектара ў названай паслядоўнасці.
4. Зніміце выпускны калектар.
5. Зніміце пракладку выпускнога калектара.
6. Зніміце загваздку выпускнога калектара.
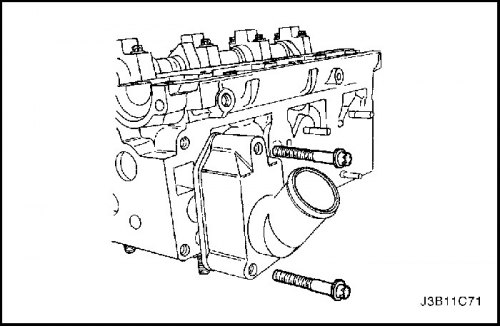
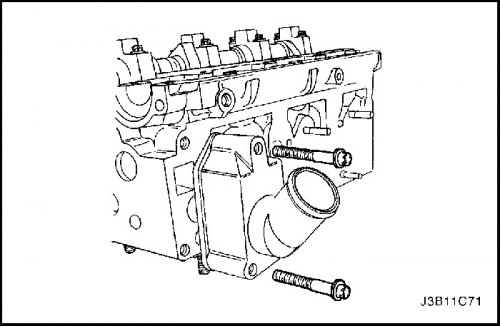
7. Зніміце крапежныя шрубы корпуса тэрмастата.
8. Зніміце вузел корпуса тэрмастата.
9. Зніміце крапежныя шрубы байпаса астуджальнай вадкасці і корпус.
10. Зніміце вузел паліўнай рампы. Глядзі Раздзел 1F2, Органы кіравання рухавіком - FAM II 2.4D.
11. Зніміце стопорные шрубы і гайкі впускного калектара ў ніжэйпаказанай паслядоўнасці.
12. Зніміце апорны кранштэйны впускного калектара.
13. Зніміце впускной калектар.
14. Зніміце пракладку впускнога калектара.
15. Выдаліць палец впускнога калектара.
16. Зняць крышку галоўкі цыліндраў. Глядзіце "Крышка галоўкі цыліндраў" у дадзеным раздзеле.
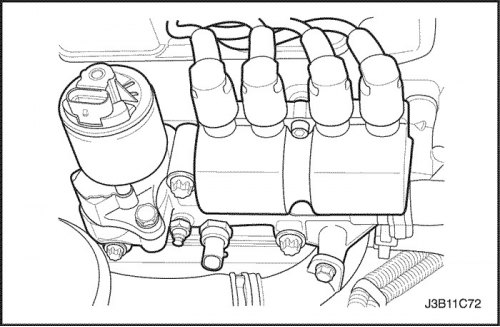
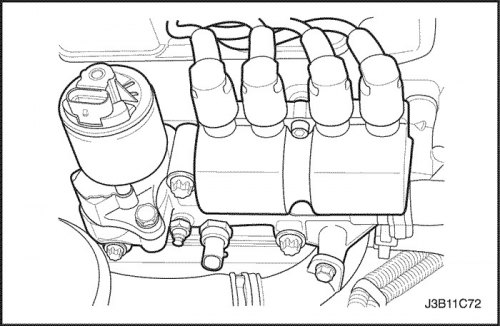
17. Дэмантаваць шпульку сістэмы непасрэднага запальвання (DIS) і апорныя ніты перахадніка клапана рэцыркуляцыі адпрацаваўшых газаў (EGR).
18. Дэмантаваць шпульку сістэмы непасрэднага запальвання (DIS) і перахаднік клапана рэцыркуляцыі адпрацаваўшых газаў (EGR).
19. Зніміце свечкі запальвання.
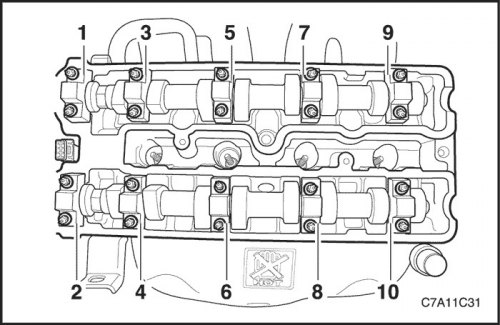
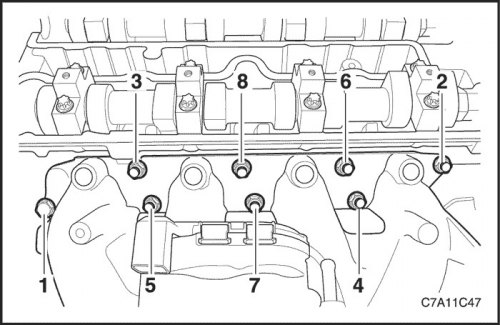
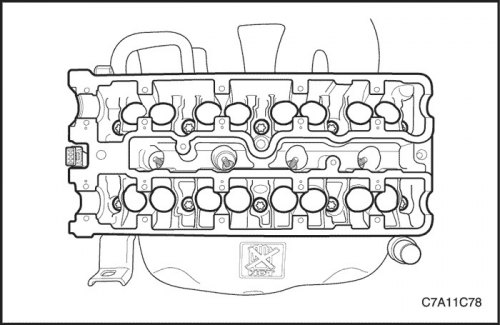
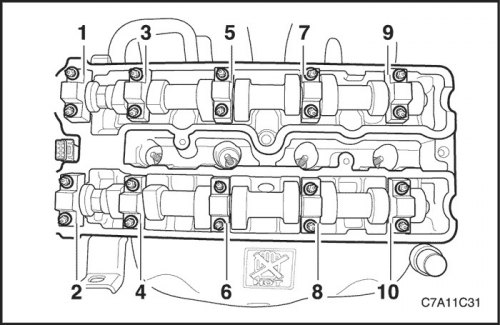
20. Паступова зняць шрубы галоўкі падшыпніка размеркавальнага вала ў паказанай паслядоўнасці для кожнай галоўкі размеркавальнага вала.
21. Зніміце галоўкі впускнога размеркавальнага вала. Абярыце правільную пазіцыю для ўстаноўкі.
22. Зніміце впускной размеркавальны вал.
23. Зніміце прынады для рэгулявання штурхача впускнога клапана.
24. Зніміце галоўкі выпускнога размеркавальнага вала. Абярыце правільную пазіцыю для ўстаноўкі.
25. Зніміце выпускны размеркавальны вал.
26. Зніміце прынады для рэгулявання штурхача выпускнога клапана.
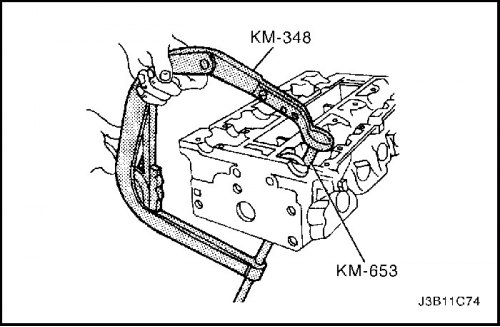
27. Сцісніце спружыны клапана пры дапамозе прылады сціску спружыны клапана KM-348 і адаптара KM-653.
28. Зніміце талеркі затамкавай спружыны.
29. Зніміце прыладу сціску спружыны клапана KM-348 і адаптар KM-653.
30. Зніміце вечкі спружыны клапана.
31. Зніміце спружыны клапана. Абярыце зыходнае становішча для мантажу спружын клапана.
32. Зніміце клапаны. Абярыце зыходнае становішча для мантажу клапана.
Праверка галоўкі цыліндраў
1. Пачысціце ўшчыльняльныя паверхні.
2. Праверыць галоўку цыліндраў наступным чынам.
- Ці няма расколін, пашкоджанняў ці выфарбоўванні паверхні камеры запальвання.
- Ці няма іншародных часціц у каналах для змазкі. Старанна ачысціць каналы ад іншародных часціц.
- Ці няма ўцечак астуджальнай вадкасці або пашкоджанняў верхняга пласта ўшчыльняльнай паверхні. · Ці няма пашкоджанні паверхні якой-небудзь з пракладак.
- Ці няма пашкоджанняў разьбовых адтулін якога-небудзь з нітаў.
- Ці няма згарэлых ці эрадаваных зон у камеры згарання.
- Ці няма расколін на впускных каналах і ў камерах згарання.
- Ці няма вонкавых расколін у пратоках вады.
- Ці няма абмежаванняў ва ўпускных ці выпускных пратоках.
- Ці няма абмежаванняў параток сістэмы астуджэння.
- Ці няма іржавых, пашкоджаных ці негерметычных заглушак.
3. Калі на галоўцы цыліндраў выяўлены расколіны ці пашкоджанні, яе неабходна замяніць. Не рэкамендуецца праводзіць на галоўцы цыліндраў зварачныя працы ці латаць пашкоджанні.
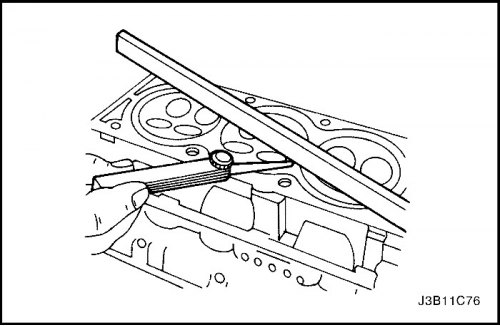
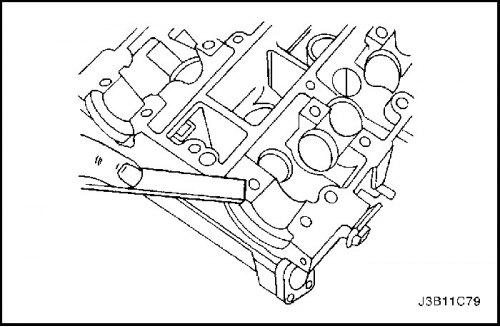
4. Вымераць зазор паміж лінейкай і асабовым бокам галоўкі цыліндраў у чатырох кропках уздоўж лінейкі з дапамогай калібра для вымярэння зазораў.
5. Праверце ўшчыльняльныя паверхні на дэфармацыю і скрыўленне. Плоскасць ушчыльняльных паверхняў галоўкі цыліндраў павінна складаць не больш за 0,025 мм (0,001 цалі).
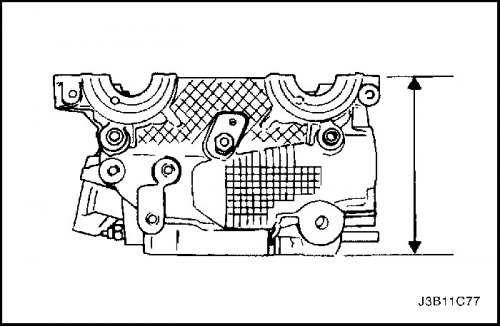
6. Вымерайце вышыню галоўкі цыліндраў ад ушчыльняльнай паверхні да ўшчыльняльнай паверхні. Вышыня галоўкі цыліндраў павінна быць ад 133.975 да 134.025 мм (ад 5.274 да 5.276 цалі). Калі вышыня галоўкі цыліндраў менш за 133.9 мм (5.271 цалі), неабходна замяніць галоўку цыліндраў.
Праверка клапанаў
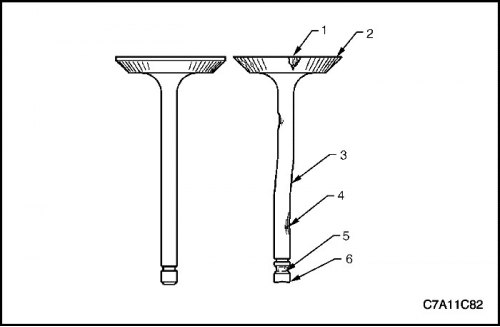
1. Праверыць, ці няма пашкоджанняў клапана ад галоўкі да ўпора наступным чынам.
- Ці няма выфарбоўвання паверхні ў вобласці сядла клапана (1)
- Ці правільнай формы абза клапана (2)
- Ці няма загіну ў штоку клапана (3)
- Ці няма выфарбоўвання паверхні або празмернага зносу ў штоку (4)
- Ці не знасіліся канаўкі шпонкі клапана (5)
- Ці не знасіўся ўпор клапана (6)
2. Замяніць клапан, калі з'явіўся які-небудзь з гэтых прыкмет.
3. Праверце спружыны клапана. Калі канец спружыны клапана не раўналежныя, заменіце спружыну клапана.
4. Праверце сядло механізму павароту клапана на знос або сколы. Заменіце, калі неабходна.
Працэдура ачысткі
1. Пачысціце галоўку цыліндраў.
2. Пачысціце накіроўвалыя клапана.
3. Пачысціце ўсе разьбовыя адтуліны.
4. Пачысціце клапаны ад сажы, маслы і нагару.
Капрамонт галоўкі цыліндраў
Прыцірка клапана
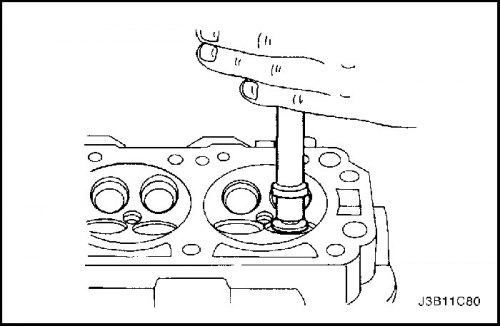
1. Вышмаруйце сядло клапана дробназярністай пастай.
2. Паступова падніміце клапан з сядла пры дапамозе наяўнага ў продажы прылады для завострывання клапанаў, каб размеркаваць пасту.
3. Праверце кантактны малюнак на галоўцы клапана і галоўцы цыліндраў.
4. Ачысціць клапана, накіравальныя клапана і галоўку цыліндраў.
Завострыванне клапана
1. Пераканацца, што на конусе талеркі клапана няма перапалаў.
2. Клапан можна ператачыць не больш за два разы. Не востраць тарэц штока клапана.
3. Упэўніцца, што кут фаскі клапана складае 45 градусаў.
4. Праверыць вышыню блока впускных і выпускных клапанаў.
Разгортка накіроўвалай клапана
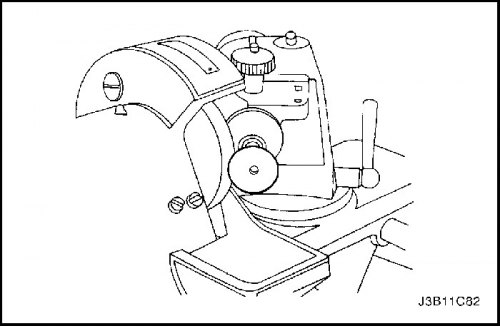
1. Вымерайце дыяметр накіроўвалай клапана, выкарыстоўваючы вымяральнік MKM-571-B і наяўны ў продажы ўнутраны мікраметр.
Важна: Клапаны рамонтнага памеру маглі быць ужо падагнаны на вытворчасці.
2. Код рамонтнага памеру паказаны на накіроўвалай клапана і тарцы штока клапана. Наступная табліца дае правільныя памеры, разгортку і код вытворчасьці для кожнага сэрвісу.
| Памер | Разгортка | Код вытворчасці | Код сэрвісу |
| звычайны | - | - | Да |
| 0,075 | KM-805 | 1 | K1 |
| 0,150 | - | 2 | K2 |
3. Распусціце накіроўвалую клапана з верхняга боку галоўкі цыліндраў да наступнага рамонтнага памеру.
4. Пасля расточкі закрэсліце код і выбіце на накіроўвалай клапана новы код.
Апрацоўка рэзаннем сядла клапана
1. Усталюеце галоўку цыліндраў на драўляную калоду.
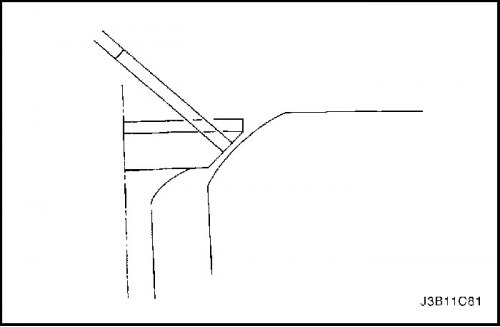
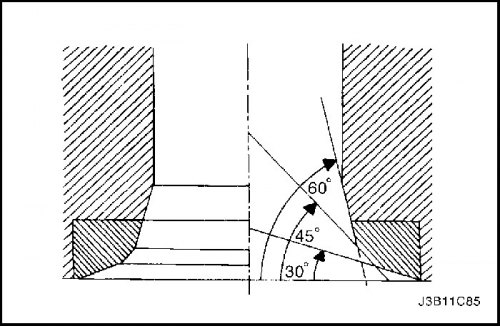
2. Адрэжце сядла впускнога і выпускнога клапанаў, выкарыстоўваючы бародак KM-340-7 наступным чынам:
- Сядло клапана - паверхня 45°, выкарыстоўваючы рэжучую прыладу KM-340-13.
- Верхні карэкціровачны кут - паверхня 30°, выкарыстоўваючы рэжучую прыладу KM-340-13.
- Ніжні карэкціровачны кут - паверхня 60°, выкарыстоўваючы рэжучы інструмент KM-340-26.
3. Пачысціце габлюшку ад галоўкі цыліндраў.
4. Праверце памер для шырыні сядла клапана.
- Упуск: ад 1.2 да 1.4 мм (0.047 - 0.055 цалі)
- Выпуск: ад 1.4 да 1.8 мм (0.055 - 0.070 цалі)
5. Праверце вышыню блока впускных і выпускных клапанаў. Калі памер перавышаны, усталюйце новыя клапаны. Зноў праверыць вышыню блока. Калі вышыня блока ўсё-такі вышэй, нягледзячы на замену клапанаў, заменіце галоўку цыліндраў.
Працэдура зборкі
1. Вышмаруйце штокі клапана маторным маслам.
2. Асцярожна ўсталюеце клапаны ў іх зыходнае становішча.
3. Усталюеце спружыны клапана ў іх зыходнае становішча.
4. Усталюеце вечкі спружыны клапана.
5. Сцісніце спружыны клапана пры дапамозе прылады сціску спружыны клапана KM-348 і адаптара KM-653.
6. Усталюйце кліны клапана.
7. Зніміце прыладу сціску спружыны клапана KM-348 і адаптар KM-653.
8. Вышмаруйце прынады для рэгулявання штурхача клапана маторным маслам.
9. Усталюеце прынады для рэгулявання штурхача клапана.
10. Усталюеце впускной размеркавальны вал.
11. Усталюеце галоўкі падшыпніка впускнога размеркавальнага вала ў іх зыходнае становішча.
12. Усталюйце выпускны размеркавальны вал.
13. Усталюеце галоўкі падшыпніка выпускнога размеркавальнага вала ў іх зыходнае становішча.
14. Усталяваць паступова балты вечка падшыпніка размеркавальнага вала ў паказанай паслядоўнасці для кожнай крышкі размеркавальнага вала.
Зацягнуць
Зацягнуць ніты мацавання вечка падшыпніка размеркавальнага вала момантам 8 Н·м (71 lb-in.).
15. Усталюйце свечкі запальвання.
Зацягнуць
Зацягніце свечкі запальвання да 25 Н·м (18 lb-ft).
16. Устанавіць шпульку сістэмы непасрэднага запальвання (DIS) і перахаднік клапана рэцыркуляцыі адпрацаваўшых газаў (EGR).
Зацягнуць
Зацягнуць стопорные ніты шпулькі сістэмы непасрэднага запальвання і перахадніка клапана рэцыркуляцыі адпрацаваўшых газаў момантам 25 Н·м (18 lb-ft).
17. Усталюеце загваздкі впускного калектара.
18. Усталюеце пракладку впускного калектара.
19. Усталюйце впускной калектар.
20. Усталюйце стопарныя шрубы і гайкі впускного калектара ў ніжэйпаказанай паслядоўнасці.
Зацягнуць
Зацягніце стопарныя шрубы і гайкі впускного калектара да 22 Н·м (16 lb-ft).
21. Усталюеце апорны кранштэйны впускного калектара.
Зацягнуць
Зацягнуць ніты апорнага кранштэйна впускного калектара момантам 25 Н·м (18 lb-ft).
22. Усталюеце вузел паліўнай рампы. Глядзі Раздзел 1F2, Органы кіравання рухавіком - FAM II 2.4D.
23. Усталюеце вузел корпуса тэрмастата.
Зацягнуць
Зацягнуць крапежныя ніты корпуса тэрмастата ў зборы момантам 15 Н·м (11 lb-ft).
24. Усталюеце корпус і крапежныя шрубы байпаса астуджальнай вадкасці.
Зацягнуць
Зацягніце шрубы корпуса байпаса астуджальнай вадкасці да 15 Н·м (11 lb-ft).
25. Усталюйце загваздкі выпускнога калектара.
26. Усталюеце пракладку выпускнога калектара.
27. Усталюйце выпускны калектар.
28. Усталюйце стопарныя гайкі выпускнога калектара ў названай паслядоўнасці.
Зацягнуць
Зацягніце стопарныя гайкі выпускнога калектара да 22 Н·м (16 lb-ft).
29. Усталюеце цеплаізаляцыйны шчыток выпускнога калектара.
Зацягнуць
Зацягнуць ніты цеплаізаляцыйнага шчытка выпускнога калектара момантам 8 Н·м (71 lb-in).
30. Усталюеце галоўку цыліндраў з далучаным впускным і выпускным калектарам. Выконвайце пункту "Галоўка цыліндраў і пракладка" у гэтым раздзеле.