
Зміст: Зняття ↧ Аналіз стану підшипників двигуна ↧ Установка поршневих кілець ↧ Встановлення ↧ Перевірка масляного зазору шатунних… ↧ Остаточне встановлення ↧
Зняття
Примітка: перед зняттям деталей шатуннопоршневої групи необхідно демонтувати головку блоку циліндрів та піддон (див. розділ 2А).
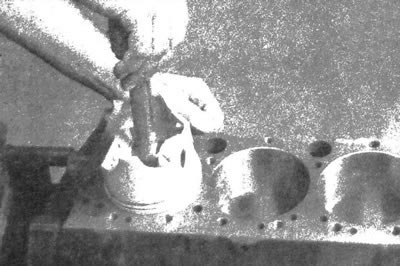
1. Проводячи нігтем, перевірте наявність у циліндрі (близько 6 мм від вершини) гребеня, який може перебувати у верхньому положенні поршневого кільця. Якщо наявність гребенів, що утворилися в результаті зношування поверхонь циліндрів і скупчення відкладень нагару, підтвердиться, повністю видаліть дефекти, скориставшись спеціальним пристроєм (див. ілюстрацію). Дотримуйтесь інструкцій щодо користування інструментом. Спроба зняти деталі шатуннопоршневої групи без попереднього видалення наявних гребенів може призвести до пошкодження поршнів.
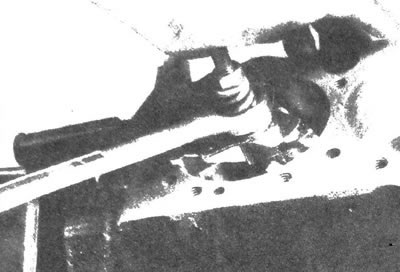
9.1. Видаліть гребінь, який знаходиться у верхній частині циліндрів, скориставшись спеціальною розгорткою – це необхідно виконати перед зняттям поршнів
2. Після усунення гребенів, що утворилися, переверніть блок циліндрів вгору дном, щоб відкрився доступ до коленвала.
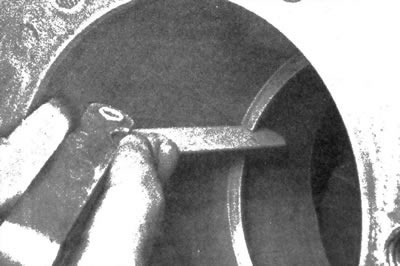
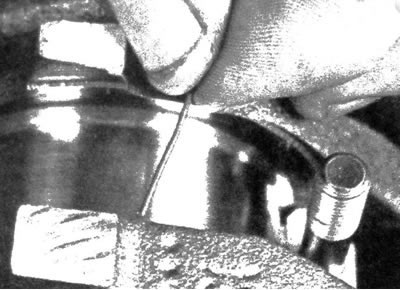
3. Перед зняттям кришок корінних підшипників та шатунів перевірте осьовий люфт шатунів, скориставшись набором щупів для вимірювання зазорів. Вводьте щупи між торцевою поверхнею нижньої головки першого шатуна і щокою колінчастого валу, поки не підбереться щуп, який з невеликим опором прослизає в даному проміжку (див. ілюстрацію). Виконайте описану операцію на кожному шатуні. Осьовий люфт буде відповідати товщині щупа. Уточніть в автомайстерні допустиму межу по осьовому люфту (як правило, він лежить у межах 0.13 – 0.38 мм). Якщо осьовий люфт виходить за межу, необхідно провести заміну шатунів. При встановленні нових шатунів (коленвала) осьовий люфт може виявитися меншим за встановлену межу. В цьому випадку необхідно піддати шатуни механічної обробки. При необхідності зверніться за консультацією до автомайстерні.
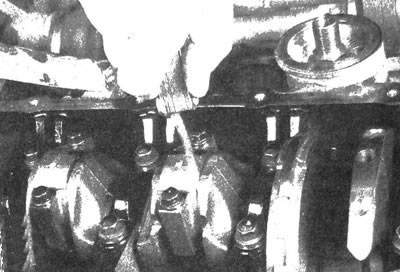
9.3. Перевірте осьовий люфт шатуна, скориставшись набором щупів для вимірювання зазорів
Аналіз стану підшипників двигуна
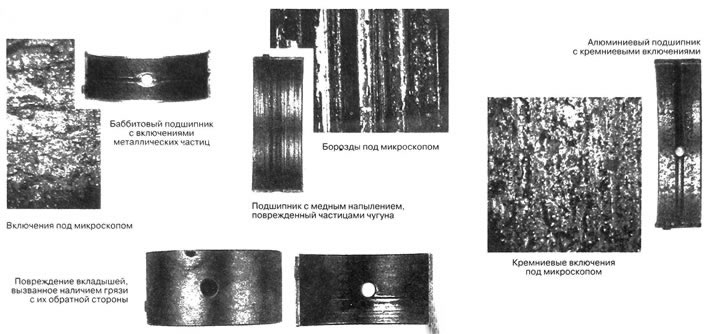
Забруднення
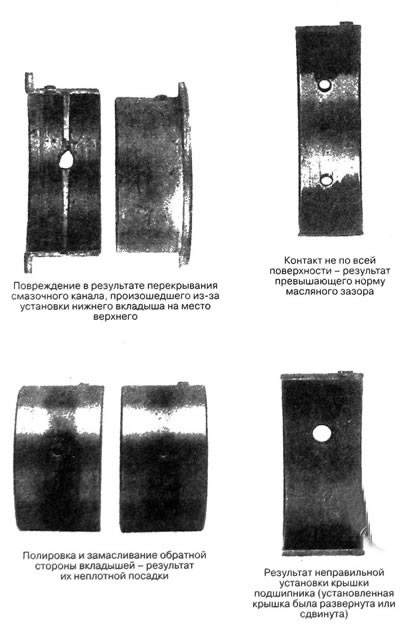
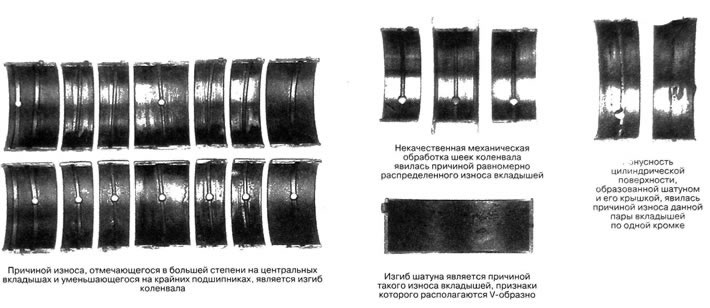
Неправильне складання
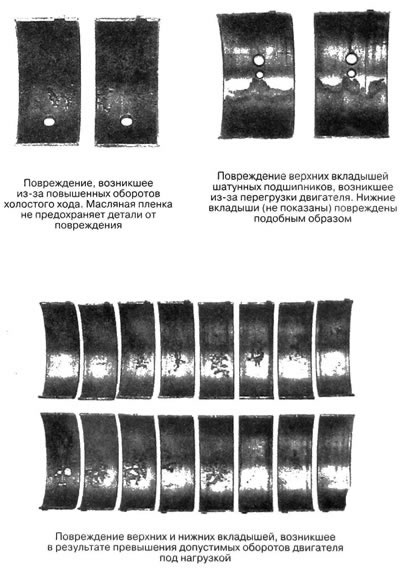
Перезавантаження
Несумісність положень
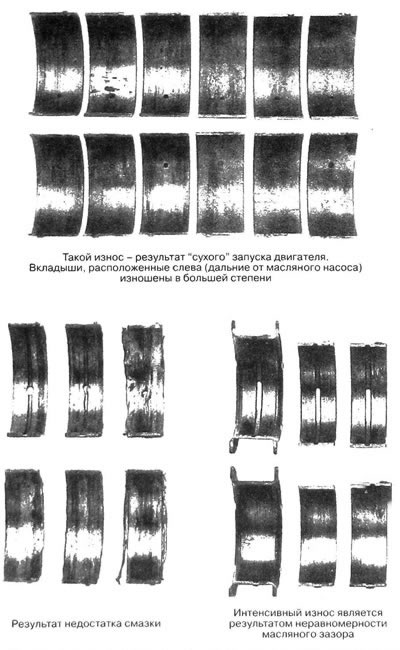
Нестача мастила
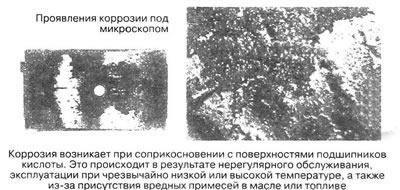
Корозія

Нестача мастила
4. Перевірте наявність ідентифікаційних позначок на шатунах та кришках підшипників. Якщо мітки відсутні або погано проглядаються, нанесіть їх, скориставшись фломастером або фарбою, позначивши кожен шатун та кришку (наприклад, 1, 2, 3 і т.д., в залежності від номера циліндра).
Застереження: не застосовуйте пробійник і молоток для нанесення міток на шатуни, оскільки при виборі цього їх можна пошкодити.
5. По черзі ослабляйте болти кришки шатуна на пів-обороту за один підхід до появи можливості викрутити їх вручну.
Примітка: в ході подальшого збирання обов'язково слід встановити нові болти кришок шатунних підшипників. Не викидайте старі болти відразу після викручування, оскільки вони повинні використовуватися при перевірці масляного зазору підшипників шатунів.
6. Зніміть кришку та вкладку підшипника першого шатуна. Не допускайте випадання вкладки з кришки.
7. Витягніть вкладку підшипника і виштовхніть шатун/поршень через верх циліндра. Підштовхуйте шатун, уперши в робочу поверхню підшипника ручку дерев'яного або пластмасового молотка. Якщо в процесі виштовхування відчуватиметься опір, переконайтеся, що гребінь у верхній частині циліндра повністю вилучений.
8. Проведіть описану процедуру на решті циліндрів.
9. Після зняття шатуннопоршневої групи знову зберіть кришки та вкладиші підшипників із відповідними шатунами, затягнувши болти кріплення кришок вручну. Залишіть старі вкладиші в шатунах, щоб уникнути пошкодження робочих поверхонь до початку процедури складання.
10. Таким чином, поршні/шатуни готові до огляду та відновлення в умовах автомайстерні.
Установка поршневих кілець
11. Перед встановленням поршневих кілець на поршні виміряйте зазори розрізів. Передбачається, що бічні зазори кілець попередньо перевірені.
12. Розкладіть поршні/шатуни та кільця в певному порядку, що забезпечить можливість встановлення кілець на ті поршні та в ті циліндри, де проводилося вимірювання зазорів.
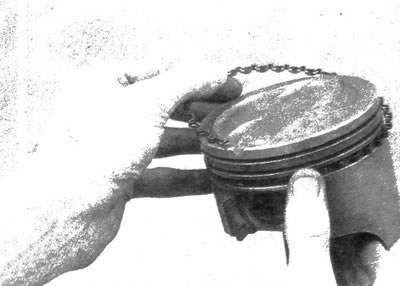
13. Введіть верхнє (перше) кільце в перший циліндр і, проштовхуючи поршнем, розташуйте його перпендикулярно стінкам циліндра (див. ілюстрацію). Перемістіть кільце до основи циліндра, у позицію, яка відповідає нижній мертвій точці поршня.
9.13. При вимірі зазору слід розташувати кільце перпендикулярно стінкам циліндрів (це досягається шляхом проштовхування кільця в циліндр поршнем, як показано на даній ілюстрації)
14. Для визначення зазору розрізу кільця вводьте щупи в розріз до підбору щупа, ширина якого дорівнює величині зазору (див. ілюстрацію). Такий щуп повинен прослизати у розрізі з невеликим опором. Зазор компресійного кільця повинен лежати в межах 0.25 - 0.50 мм, а зазор оливного кільця не повинен перевищувати 0.76 мм. У разі невідповідності отриманого та наведеного значення ще раз переконайтесь у правильності підбору кілець. Зверніться до автомагазину, де були придбані кільця, за підтвердженням відповідності їхнього типу.
9.14. Розташувавши кільце перпендикулярно стінкам циліндра, здійсніть вимірювання зазору за допомогою набору щупів
15. Якщо зазор кільця занадто малий, слід привести його в норму, інакше кінці можуть зімкнутися в процесі роботи двигуна, що призведе до серйозного пошкодження силового агрегату. При необхідності збільште зазор, акуратно підпиливши дрібнозернистим напилком кінці кільця. Закріпіть напильник у лещатах з м'якими накладками, розташуйте кільце так, щоб напильник опинився в зазорі і, повільно переміщуючи кільце, розширте проміжок до необхідного значення. Виконуйте підпилювання, переміщуючи кільце тільки в напрямку лещат, від зовнішнього кінця напилка (див. ілюстрацію).

9.15. Якщо зазор занадто малий. слід привести його до норми. Закріпіть напилок у лещатах і зробіть підпилювання кінців поршневого кільця
16. Якщо зазор кільця перевищує норму лише на 1 мм, таке відхилення не слід вважати критичним. Знову переконайтеся у правильності вибору кілець.
17. Проведіть описану процедуру з іншими кільцями першого циліндра та з кожним кільцем в інших циліндрах. Не забувайте дотримуватися відповідності кілець, циліндрів та поршнів.
18. Після перевірки та коригування зазорів можна приступати до встановлення кілець на поршні.
19. Як правило, спочатку встановлюється маслознімне кільце (у нижньому положенні на поршні), яке складається із трьох деталей. Встановіть розширювач/ущільнювач у канавку (див. ілюстрацію). Якщо передбачено наявність штиря, переконайтеся в тому, що він увійшов в отвір, наявний в канавці поршневого кільця. Потім за тією ж методикою встановіть верхню складову кільця (див. ілюстрацію). Не встановлюйте компоненти маслознімного кільця за допомогою спеціального пристрою, оскільки при цьому може статися пошкодження деталей. Замість цього помістіть один кінець складової в паз між ущільнювачем і основою канавки і жорстко притисніть, обводячи пальцем навколо поршня і направляючи кільця в канавку. Потім встановіть нижню складову так само.
9.19a. Встановіть розширювач/ущільнювач у канавку

9.19b. Не встановлюйте складові кільця маслознімного за допомогою спеціального пристосування
20. Після встановлення маслознімного кільця переконайтеся в тому, що верхню та нижню складову можна вільно провертати у канавці.
21. Потім встановіть друге (середнє) компресійне кільце. Як правило, на ньому є мітка, яка має бути звернена вгору. Не сплутайте верхні та середні компресійні кільця, оскільки вони мають різні перерізи.
Примітка: дотримуйтесь інструкцій, які мають нові набори поршневих кілець. Принципи встановлення кілець різних виробників можуть відрізнятися.
22. Переконайтеся, що мітка розташована на верхній стороні кільця, потім встановіть кільце в середню канавку на поршні, скориставшись спеціальним пристроєм (див. ілюстрацію). Не розсовуйте кільце більш ніж необхідно для входження в поршневу канавку.

9.22. Встановіть друге та перше (верхнє) кільце за допомогою спеціального пристрою. Переконайтеся, що мітки обручок звернені вгору
23. Так само встановіть верхнє компресійне кільце. Переконайтеся в правильності розташування мітки кільця. Не сплутайте перше та друге компресійне кільце.
24. Виконайте описані вище процедури з іншими поршнями та кільцями.
Встановлення
25. Перед встановленням поршнів/шатунів переконайтеся в абсолютній чистоті стінок циліндрів. Процедура проводиться після попередньої установки колінчастого валу та закруглення верхніх кромок циліндрів за допомогою шліфування.
26. Зніміть кришку першого шатуна (зверніть увагу на мітки, нанесені при знятті). Вийміть старі вкладиші та протріть чистою тканиною (без ворсу) робочу поверхню підшипника на шатуні та його кришці. Слід підтримувати бездоганну чистоту робочих поверхонь.
Перевірка масляного зазору шатунних підшипників
27. Очистіть задню сторону нового верхнього вкладиша підшипника, а потім встановіть його в шатун.
28. Переконайтеся, що виступи вкладки та виїмки шатуна суміщені. Не сідайте вкладиш підшипника за допомогою молотка, а також не допускайте пошкодження робочої поверхні вкладки. На даному етапі не змащується вкладка при установці.
29. Очистіть тильну сторону іншої вкладки підшипника і встановіть його в кришку. Переконайтеся, що виступи вкладки та виїмки кришки суміщені. На даному етапі не змащується вкладка при установці. Надзвичайно важливо забезпечити бездоганну чистоту поверхонь підшипника, шатуна і кришки після складання.
30. Розташуйте розрізи поршневих кілець у вказаному порядку (див. ілюстрацію).

9.30. Розташування розрізів кілець
31. Змастіть поршень і кільця олією. Встановіть на поршень пристрій для стиснення кілець. Поршень повинен виступати з пристрою приблизно на 6 мм, щоб його можна було направити в циліндр. Стиснення кілець слід проводити до вирівнювання поверхні з поверхнею спідниці поршня.
32. Переверніть колінчастий вал, наводячи першу шатунну шийку в положення, що відповідає нижній мертвій точці поршня (НМТ), потім нанесіть шар моторного масла на стінку циліндра.
33. Розташувавши мітку на поршні у напрямку передньої сторони двигуна (у напрямку ланцюга), акуратно введіть у перший циліндр поршень у зборі з шатуном і вприти нижню кромку пристосування для стиснення кілець у блок циліндрів.
34. Постукайте по верхній кромці пристрою, яким стиснуті кільця, щоб переконатися в щільності його прилягання до блоку по всьому колу циліндра.
35. М'яко постукуйте дерев'яною ручкою молотка по днищу поршня (див. ілюстрацію), саджаючи шатун на шию колінчастого валу. Поршневі кільця можуть вискочити з пристосування їх стиснення безпосередньо перед входом у циліндр, тому його слід злегка притискати до блоку. Виконуйте процедуру у розміреному ритмі, і при виникненні опору руху поршня в циліндрі негайно зупиніться. Перед продовженням роботи обов'язково визначте причину заїдання. У жодному разі не вводіть поршень у циліндр, прикладаючи до нього надмірне зусилля, оскільки при цьому існує висока ймовірність руйнування поршня та/або його кілець.
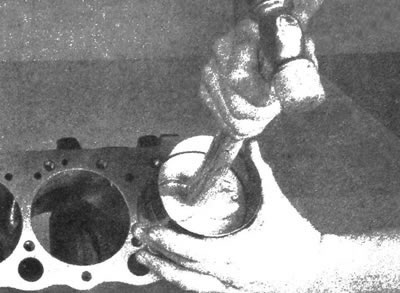
9.35. Поршень можна ввести в циліндр, акуратно постукуючи по ньому дерев'яною ручкою молотка
36. Після встановлення поршня/шатуна в зборі перед остаточною установкою шатунних кришок слід перевірити масляні зазори шатунних підшипників.
37. Відріжте смуг, пластичного індикатора відповідного розміру (трохи коротше ширини вкладки шатунного підшипника) і помістіть її на першу шатунну шийку, паралельно осі вала (див. ілюстрацію).
9.37. Помістіть смужки індикатора на шатунні шийки паралельно осі колінчастого валу
38. Очистіть поверхню пари з вкладишем у кришці. Переконайтеся в сумісності настановних міток кришки та шатуна (див. ілюстрацію 9.4).
39. Затягніть старі гвинти кришки з потрібним моментом.
Примітка: в ході процедури затягування шатунних болтів слід використовувати тонкостінну торцеву головку, щоб уникнути високої похибки моменту затягування, яка може виникнути через заклинювання головки між болтом та кришкою шатуна. Якщо відбувається заклинювання головки, слід трохи підняти і витягти її з проміжку між болтом і кришкою. Протягом цієї процедури не провертайте колінчастий вал.
40. Викрутіть болти та обережно зніміть кришку шатуна. Не допускайте зсуву відрізка пластичного індикатора. Болти кришок тепер можна викинути, оскільки в ході остаточного складання обов'язково встановлюються нові кріплення.
Примітка: ОБОВ'ЯЗКОВО слід встановити нові болти шатунних кришок.
41. Зіставте ширину роздавленого відрізка індикатора з масштабною діаграмою, якою комплектується індикатор, та визначте величину масляного зазору (див. ілюстрацію). Зазор повинен становити 0,025 - 0,05 мм. Уточніть значення, проконсультувавшись на фірмовій станції.

9.41. Зіставте ширину роздавленого відрізка індикатора з масштабною діаграмою та визначте величину масляного зазору (для визначення зазору зіставляйте найширшу частину); переконайтеся в тому, що визначення зазору проводилося за відповідною діаграмою - індикатор укомплектований дюймовою та метричною шкалою
42.Якщо величина зазору виходить за рамки необхідного значення, слід припустити невідповідність розміру вкладишів (що означає необхідність їх заміни). Перед прийняттям рішення про заміну вкладишів переконайтеся, що під час вимірювання зазору між поверхнями кришок, шатунів та вкладишами не було бруду або шару мастила. Також виміряйте діаметр шатунної шийки колінвала. Якщо індикатор розширюється в одному зі своїх кінців, можливо відповідна шатунна шийка має конусність. Якщо зазор все ще перевищує потрібне значення, встановіть підшипники зменшеного розміру.
Застереження: під час встановлення нового коленвала завжди встановлюються шатунні підшипники стандартного розміру.
Остаточне встановлення
43. Обережно видаліть залишки пластичного індикатора з поверхонь шатунних шийок та/або вкладишів підшипників. Зніміть залишки індикатора нігтем або краєм пластикової картки, не допускаючи пошкодження робочих поверхонь підшипників.
44. Переконайтеся в бездоганній чистоті робочих поверхонь підшипників, потім змастіть обидва вкладиші з кожного боку молібденовим або складальним маслом. Щоб отримати доступ до поверхні вкладки шатуна, слід просунути поршень у циліндрі.
Застереження: встановіть нові болти у кришки шатунів. Використання старих кріплень неприпустимо, оскільки вони розтягнуті.
45. Посадіть шатун на шию, встановіть кришку і затягніть нові болти з потрібним моментом. Як і раніше, затяжка в цьому випадку проводиться у три етапи.
46. Виконайте описані процедури з іншими поршнями/шатунами.
47. Слід зазначити деякі важливі особливості:
- а) Перед складання переконайтеся в абсолютній чистоті зворотних поверхонь вкладишів, шатунів та кришок.
- b) Переконайтеся у відповідності циліндрів, поршнів та шатунів.
- с) Мітку, розташовану на поршні, слід повертати вперед.
- d) Змастіть стінки циліндрів чистою моторною олією.
- е) Змастіть поверхні підшипників під час встановлення кришок шатунів після перевірки масляних зазорів.
48. Після встановлення поршнів/шатунів вручну поверніть колінчастий вал, щоб переконатися в рівномірності та м'якості його обертання.
49. На завершення знову перевірте осьовий люфт шатунів.
50. Переконайтеся у відповідності до осьового люфта норми, зіставивши отримані значення з величинами, наведеними в специфікаціях. Якщо до розбирання осьовий люфт відповідав нормі, а при складанні були встановлені ті самі шатуни і колінвал, то осьовий люфт повинен лежати в тих же допустимих межах. У разі встановлення нового колінчастого валу та шатунів осьовий люфт шатунів може не відповідати нормі. Якщо люфт відповідає нормі, слід зняти шатуни і надати в автомайстерню для виконання механічної обробки.
(Джерело статті доступне на веб-сайті «ChevyMan.ru»)