
Метады абслугоўвання
Існуе некалькі асноўных прынцыпаў абслугоўвання і рамонту аўтамабіля, якія ўвесь час згадваюцца ў дадзеным кіраўніцтве. Прытрымліванне ім дазваляе аўтааматару рацыянальна і якасна выконваць розныя рамонтныя працэдуры, а таксама эфектыўна ажыццяўляць абслугоўванне.
Разьбовыя злучэнні
Пад разьбовымі злучальнікамі маюць на ўвазе гайкі, ніты, шпількі і шрубы, якія змацоўваюць дзве ці больш дэталяў. Пры абыходжанні з такімі элементамі трэба ўлічваць некаторыя асаблівасці дадзенай групы дэталей. Амаль заўсёды ў злучэннях прадугледжана наяўнасць стопарнай прылады вызначанага тыпу: спружынная шайба, контргайка ці штыфт. Часам для фіксацыі злучэння на разьбярства наносіцца які змацоўвае склад. Усе крапежныя дэталі злучэння павінны быць папярэдне вычышчаны і агледжаны на адпаведнасць норме іх геаметрычнай формы. Разьба не павінна мець прыкмет пашкоджання або зносу, а грані шасцікантовікаў пад гаечны ключ не павінны быць скругленыя. Прывучыцеся пры зборцы замяняць пашкоджаныя разьбовыя дэталі новымі элементамі. Контргайкі з пластмасавымі ўтулкамі могуць выкарыстоўвацца па прызначэнні толькі адзін раз. Пры адкручванні адбываецца страта здольнасці контргаек выконваць свае функцыі, і ўзнікае неабходнасць іх замены.
Разьбовыя злучэнні схільныя карозіі ў надзвычайнай ступені. Калі разьбовае мацаванне не раз'ядноўваецца, нанесены на яго пранікальны алей, газа або іншы сродак, і дачакайцеся ўбірання вадкасці. Можна паспрабаваць ужыць пнеўматычны або электрычны гайкаверт. Калі вышэйапісаныя метады акажуцца неэфектыўнымі, можна паспрабаваць асцярожна прагрэць злучэнне. Калі і гэта не прывяло да дасягнення патрабаванага выніку, то прыйдзецца звярнуцца да выкарыстання ножовки або зубілы.
Плоскія і спружынныя шайбы злучэнняў заўсёды варта замяняць падчас зборак. Не пракладайце спружынныя шайбы паміж дэталямі з мяккіх металаў (напрыклад, з алюмініевых сплаваў), тонкай ліставай сталі ці пластмасы.
Памеры разьбовых злучэнняў
Па шэрагу прычын вытворцы аўтамабіляў шырока ўжываюць крапяжы з метрычным разьбярствам. Важна адрозніваць крапяжы стандарту SAE (дзейнага ў ЗША) і метрычныя злучальнікі, паколькі гэтым групам дэталей не ўласцівая ўзаемазаменнасць.
Абазначэнне нітаў ўсіх стандартаў вызначае дыяметр, а таксама крок і даўжыню разьбы. Напрыклад, пазначэнне па стандарце SAE 1/2-13x1 пазначае дыяметр разьбы ніта 1/2 цалі, крок - 13 віткоў на 1 цалі даўжыні, якая складае 1 цаля. Абазначэнне метрычнага ніта М12 -1.75 х 25 пазначае: дыяметр разьбы - 12 мм, крок разьбы - 1.75 мм (адлегласць паміж віткамі разьбы), а даўжыня разьбовай часткі ніта - 25 мм. Апісаныя вышэй балты візуальна амаль неадрозныя. Іх лёгка зблытаць, але яны не з'яўляюцца ўзаемазаменнымі.
Ніты стандарту SAE і метрычныя балты адрозніваюцца не толькі па дыяметры, кроку і даўжыні разьбы, але таксама і па вышыні галоўкі, якая прыводзіцца ў цалях для нітаў стандарту SAE, і ў міліметрах для метрычных нітаў.
Вышэйпералічаныя адрозненні ў той жа меры ставяцца да гайкам.
Такім чынам, гаечныя ключы розных стандартаў павінны выкарыстоўвацца на адпаведных гайках і нітах. Акрамя ўсяго іншага, на большасці нітаў стандарту SAE маюцца пазы на паверхні галоўкі, колькасць якіх вызначае клас і дапушчальны высілак зацяжкі. Дапушчальнае намаганне зацяжкі такіх нітаў прамапрапарцыйна колькасці паз на галоўцы. На аўтамабілях звычайна прымяняюцца балты з нулявога класа па пяты. Клас метрычных нітаў паказваецца ў іх пазначэнні і не залежыць ад наяўнасці і колькасці паз на паверхні галоўкі. Дапушчальная нагрузка на метрычныя балты прамапрапарцыйная іх класу. На аўтамабілях, як правіла, прымяняюцца метрычныя балты класаў 8/8, 9/8 і 10/09.
Часам на гайкі абодвух стандартаў наносіцца адпаведная маркіроўка, якая вызначае дапушчальную нагрузку на разьбовае злучэнне. Як правіла, на гайках стандарту SAE маюцца нанесеныя на адзін з бакоў кропкі, у той час як метрычныя гайкі маркіруюцца лічбамі. Дапушчальная нагрузка на гайку прамапрапарцыйная колькасці нанесеных кропак або велічыні названага ліку.
Мэтрычныя шпількі таксама маюць маркіроўку ў залежнасці ад іх класа Клас шпілек вялікіх дыяметраў паказваецца ў іх пазначэнні (таксама як і метрычных нітаў), у той час як на шпільках малых дыяметраў нанесена маркіроўка ў выглядзе геаметрычных фігур, якая вызначае клас.
Варта адзначыць, што большасць разьбовых злучальнікаў не маюць маркіроўкі класнасці, асабліва калі гаворка ідзе пра клас ад 0 да 2. Пры адсутнасці маркіроўкі на крапежнай дэталі адзіным спосабам вызначэння яе стандарту з'яўляецца вымярэнне кроку разьбы ці супастаўленне дадзенай дэталі з аналагічнай дэталлю вядомага стандарту.
Гаворачы аб разьбовых дэталях стандарту SAE, часта згадваюць непасрэдна назву стандарту "БАЕ". Аднак трэба ўлічваць, што назва "БАЕ" адносіцца толькі да злучальнікаў высокага класа дакладнасці. Разьбовыя дэталі нізкіх класаў звычайна згадваюцца як дэталі стандарту USS.
Улічваючы, што крапежныя дэталі аналагічных памераў могуць мець розныя класы па дапушчальнай нагрузцы (як стандарту SAE, так і метрычныя), пры зборцы варта ўсталёўваць іх на якія адпавядаюць зыходныя месцазнаходжання. Акрамя таго, пры замене крапяжу неабходна пераканацца, што клас усталёўванага крапяжу не ніжэй за клас замяняемай дэталі.
Паслядоўнасць і спосаб зацягвання разьбовых злучэнняў
Большасць разьбовых злучэнняў варта зацягваць з усталяваным намаганнем зацяжкі (высілак зацяжкі - крутоўны момант, які неабходна прыкласці да гайкі або ніта для выкручвання). Перавышэнне ўсталяванага высілка зацяжкі прыводзіць да разбурэння крапежных дэталяў, у той час як недастатковы высілак, у канчатковым рахунку, прыводзіць да паслаблення і самаадвольнага раз'яднання крапяжу. У залежнасці ад дыяметра разьбы і матэрыялу выраба, ніты, шрубы і шпількі маюць вызначаныя высілкі зацягвання, якія ў большасці выпадкаў паказаны ў пачатку адпаведных частак. Пры зацягванні злучэнняў прытрымвайцеся вызначаных правіл.
Злучальнікі, момант зацяжкі якіх не пазначаны, зацягваюцца ў адпаведнасці з прыведзенымі ў табліцы рэкамендацыямі.
Дадзеныя прыведзены для незмазаных сталёвых ці чыгунных крапяжоў (вырабленых не з алюмініевых сплаваў). Як было вызначана вышэй, дапушчальная нагрузка на разьбовае злучэнне вызначаецца матэрыялам, з якога выраблены крапежныя дэталі, і дыяметрам разьбярства. Ніжэй прыведзеныя значэння з'яўляюцца асераднёнымі для другога і трэцяга класа злучальнікаў. Пры павышэнні класа дэталей дапушчальныя вялікія значэнні момантаў зацяжкі.
Такія разьбовыя злучальнікі, як ніты мацавання галоўкі блока цыліндраў, паддона, кажуха дыферэнцыяла і г.д., варта зацягваць і выкручваць у вызначаных паслядоўнасцях, што прадухіляе дэфармацыю змацаваных элементаў. Гэтыя паслядоўнасці звычайна прыведзены ў адпаведных раздзелах. Пры адсутнасці вызначанай паслядоўнасці зацяжкі неабходна прытрымвацца наступных прынцыпаў, што прадухіліць магчымую дэфармацыю змацаваных дэталяў.
На пачатковай стадыі здзейсніце зацяжку нітаў/гаек уручную. Затым іх варта зацягнуць на адно поўнае абарачэнне ў крыжаванай або дыяганальнай паслядоўнасці. Пасля заканчэння зацяжкі на адзін поўны абарот калі ласка, вярніцеся да першага крепежу і вырабіце зацяжку злучальнікаў на падлогу-абароту у той жа самай паслядоўнасці.
Нарэшце, перад зацягваннем з усталяваным высілкам зацяжкі, здзейсніце зацягванне кожнага злучальніка на чвэрць абарачэння. Пры паслабленні намаганні зацяжкі і выкручванні злучальнікаў выканайце вышэйапісаную працэдуру ў зваротнай паслядоўнасці.
Разборка элементаў
Разборку элементаў варта вырабляць акуратна, прымаючы падчас гэтай працэдуры меры, накіраваныя на палягчэнне наступнай зборкі і ўсталёўкі.
Заўсёды адзначайце паслядоўнасць зняцця дэталяў. Таксама неабходна адзначаць зыходнае становішча ў блакноце ці фарбай непасрэдна на дэталях, якія могуць быць усталяваныя ў розных палажэннях, напрыклад, зыходнае становішча гафрыраванай упартай шайбы на вале. Рэкамендуецца раскладваць знятыя дэталі на чыстай паверхні ў паслядоўнасці зняцця. Таксама рэкамендуецца выконваць эскізы ці фатаграфіі элементаў у зыходных палажэннях.
Здымаючы разьбовыя злучальнікі, заўсёды адзначайце іх зыходнае становішча. Часам часавае ўкручванне нітаў у зыходныя становішчы здольна прадухіліць магчымую блытаніну ў наступным, таксама як часавае накручванне гаек і апрананне шайбаў на якія адпавядаюць шпількі. Пры немагчымасці выканаць вышэйапісанае варта захоўваць крапяжы ў падпісаных скрынках або ў аддзяленнях адной вялікай скрынкі. Для гэтай мэты ідэальна падыходзіць пластыкавая цукерачная скрынка з аддзяленнямі, бо ў кожнае з іх можна змясціць ніты і гайкі, знятыя з адпаведных зыходных палажэнняў (напрыклад, балты і гайкі мацавання паддона, затамкавага вечка, апор рухавіка і г.д.).
Паддон такой скрынкі незаменны пры працы з малагабарытнымі элементамі, такімі як карбюратар, генератар, элементы затамкавага механізму ці ўнутраных панэляў і абліцоўванні.
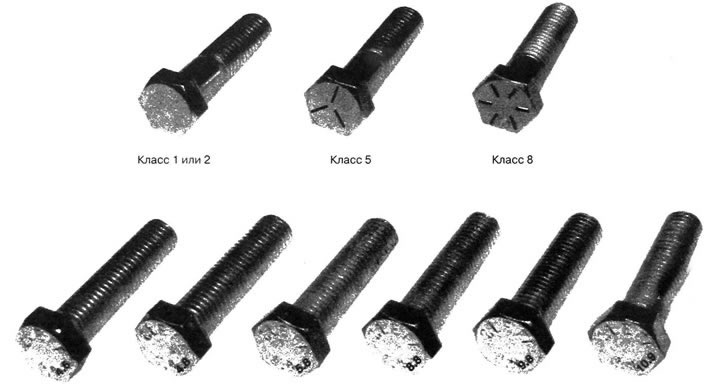
Маркіроўка нітаў у залежнасці ад дапушчальнай нагрузкі (стандарты SAE, USS; ніжні шэраг - метрычныя балты)

Маркіроўка ў залежнасці ад дапушчальнай нагрузкі на гайках стандарту SAE

Маркіроўка ў залежнасці ад дапушчальнай нагрузкі на метрычных гайках
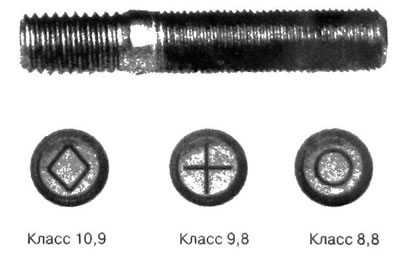
Маркіроўка ў залежнасці ад дапушчальнай нагрузкі на метрычных шпільках
Аддзяленні скрынкі можна адзначыць фарбай або каляровымі цэтлікамі, каб ідэнтыфікаваць крапежныя дэталі ў адпаведнасці з іх зыходнымі палажэннямі.
Пры адлучэнні джгутоў, экранаў і раздымаў праводкі пажадана ідэнтыфікаваць растуленыя правады, наляпіўшы на іх цэтлікі з якія адпавядаюць нумарамі, такім чынам, забяспечваючы хуткае і правільнае наступнае злучэнне падчас наступнай зборкі.
Спалучаныя паверхні і пракладкі
У канструкцыі аўтамабіля шырока выкарыстоўваюцца пракладкі для ўшчыльнення спалучаных паверхняў, што прадухіляе разгерметызацыю злучэння або праходжанне масла/вадкасці. Падчас зборачных прац пракладкі часцяком апрацоўваюцца змазкай ці герметыкам. З цягам часу, а таксама пад уздзеяннем высокай тэмпературы і ціскі, спалучаныя паверхні могуць даволі моцна прымацавацца сябар да сябра.
Пры раз'яднанні спалучаных дэталяў забаронена ўстаўляць адвёрткі ці падобныя прылады паміж імі. Гэта можа прывесці да сур'ёзных пашкоджанняў, якія пасля зборкі выявяцца ўцечкай алею, астуджальнай вадкасці, і г.д.
Падзел звычайна вырабляецца пры пастукванні ўздоўж спалучаных паверхняў малатком, вырабленым з мяккага матэрыялу. Мэта - ссунуць або разбурыць пракладку. Аднак варта мець на ўвазе, што гэты метад непрымальны для разборкі штыфтавых злучэнняў.
Калі паміж спалучаемымі паверхнямі дзвюх дэталяў павінна знаходзіцца пракладка, то пры зборцы заўсёды варта замяняць яе; усталёўвайце сухую пракладку, калі ў кіраўніцтве па зборцы не пазначана іншае.
Перад усталёўкай пераканайцеся, што спалучаныя паверхні чыста і насуха працёртыя, і на іх няма слядоў старога герметыка. Пры чыстцы спалучаных паверхняў пры неабходнасці выкарыстоўвайце адпаведны растваральнік і інструмент, які не пашкодзіць паверхню.
Не ўжывайце растваральнікі пры ачыстцы спалучаных паверхняў дэталяў, вырабленых з пластмасы ці іншага кампазітнага матэрыялу. Выдаліце задзірыны з дапамогай змазанага абразіўнага бруска або дробназярністага напільніка. Рэкамендуецца ўжываць медны скрабок, паколькі дадзены матэрыял, як правіла, мякчэй матэрыялу, з якога выраблены раз'яднаныя дэталі, што выключае пашкоджанне паверхняў падчас ачысткі. Пераканайцеся, што ўсе разьбовыя адтуліны вычышчаны, і не дапушчайце трапленні ў іх герметыка, калі іншае не паказана ў інструкцыі па зборцы.
Пераканайцеся ў тым, што ўсе адтуліны, каналы і трубкі не засмечаны, і пры неабходнасці прадуйце іх сціснутым паветрам.
| Мэтрычнае разьбярства | Фут - фунты | Нм |
| M-6 | 6-9 | ад 9 да 12 |
| М-8 | 14-21 | ад 19 да 28 |
| М-10 | 28-40 | ад 38 да 54 |
| М-12 | 50-71 | ад 68 да 96 |
| М-14 | 80-140 | ад 109 да 154 |
| Дзюймовае разьбярства на трубчастых злучэннях | Фут - фунты | Нм |
| 1/8 | 5-8 | 7-10 |
| 1/4 | 12- 18 | 17-24 |
| 3/8 | 22-33 | 30-44 |
| 1/2 | 25-35 | 34-47 |
| Стандарт, які дзейнічае ў ЗША | Фут - фунты | Нм |
| 1/4-20 | 6-9 | 9- 12 |
| 5/16-18 | 12-18 | 17-24 |
| 5/16-24 | 14-20 | 19-27 |
| 3/8-16 | 22-32 | 30-43 |
| 3/8-24 | 27-38 | 37-51 |
| 7/16-14 | 40-55 | 55-74 |
| 7/16-20 | 40-60 | 55-81 |
| 1/2-13 | 55-80 | 75 - 108 |
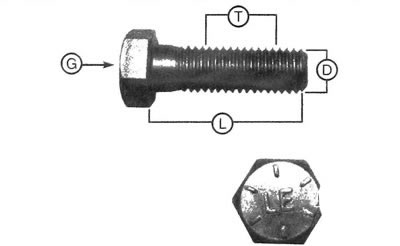
Абазначэнне памераў і класа нітаў стандартаў SAE і USS: G - Маркіроўка класнасці (па дапушчальнай нагрузцы); L - даўжыня працоўнай часткі (у цалях); T - Крок разьбы (колькасць у адным цалі); D - Намінальны дыяметр разьбы (у цалях)
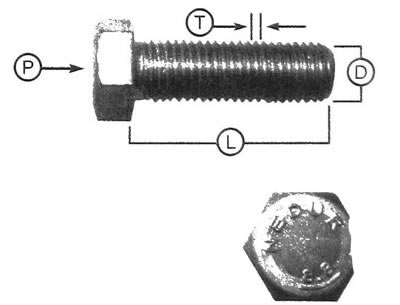
Абазначэнне памераў і класа метрычных нітаў: P - Указаны клас (па дапушчальнай нагрузцы);L - даўжыня працоўнай часткі (у міліметрах);T - Крок разьбы (адлегласць паміж віткамі разьбы ў міліметрах);D - Дыяметр разьбы
Адлучэнне шлангаў
Папярэджанне: калі на аўтамабілі ўсталявана сістэма кандыцыянавання паветра, не адлучайце шлангі сістэмы без яе папярэдняй разрадкі на СТА адпаведнага профіля.
Меры засцярогі пры адлучэнні шлангаў падобныя мерам пры раз'яднанні спалучаных паверхняў з пракладкай. Не дапушчайце пашкоджанні паверхні злучальніка, якая прыводзіць да праходжання вадкасці ці разгерметызацыі ў далейшым. Гэта з'ява асабліва часта адбываецца пры пашкоджанні паверхняў патрубкаў радыятара. З прычыны праходжання розных хімічных рэакцый гума можа прыліпнуць да металічнага патрубка шланга. Перад здыманнем шланга прыслабце зацяжку хамутоў. Затым, захапіўшы частку шланга, змешчаную на патрубку, якая адпавядае прынадай, круціце шланг вакол восі патрубка. Паўтарайце паступальныя кручэнні да паслаблення супраціву здыманню, затым адлучыце шланг. Пры наяўнасці магчымасці апрацуйце шланг і вонкавую паверхню патрубка змазкай на аснове сілікону ці іншай падыходнай змазкай - гэта палегчыць здыманне. Пры наступнай усталёўцы апрацуйце гэтай жа змазкай унутраную паверхню шланга і вонкавую паверхню патрубка - гэта палегчыць падлучэнне.
Пры вострай неабходнасці ў замене шланга, зняць які не ўяўляецца магчымым, у якасці крайняй меры можна адразаць, а затым зняць яго астатнюю частку з патрубка. Пры разразанні часткі шланга сцеражыцеся пашкодзіць паверхню патрубка.
Пры наяўнасці прыкмет зносу ці пашкоджанні хамута мацавання ні ў якім разе не ўсталёўвайце яго зноў. Спружынныя хамуты саслабляюцца з цягам часу, таму рэкамендуецца замяняць іх чарвячнымі хамутамі кожны раз падчас зняцця/усталёўкі шланга.
Інструменты
Выбар высакаякасных прылад - заклад паспяховага рамонту і эфектыўнага абслугоўвання аўтамабіля. У аўтамабілістаў, якія не маюць такіх інструментаў, купля поўнага набору выкліча значны расход сродкаў, які можна толькі часткова знізіць за кошт самастойнага вырабу некаторых прыстасаванняў. Аднак калі набытыя прылады адпавядаюць патрабаванням бяспекі і маюць высокую якасць, яны праслужаць шмат гадоў, і будуць з'яўляцца надзвычай карысным набыццём.
Каб дапамагчы аўтамабілісту вырашыць, якія прылады яму неабходныя для выканання розных прац, апісаных у гэтым кіраўніцтве, аўтары склалі тры спісу пад наступнымі загалоўкамі: "Набор прылад для абслугоўвання і дробнага рамонту", "Набор прылад для сярэдняга і капітальнага рамонту" і "Спецыяльныя прылады і прыстасаванні".
Уладальнікі аўтамабіляў, якія не маюць дастатковай практыкі рамонту, павінны пачаць з набыцця набору інструментаў для абслугоўвання і дробнага рамонту, і абмежавацца выкананнем простых работ. Затым, па меры росту ўпэўненасці і назапашванні досведу, можна перайсці да рашэння больш складаных задач, набываючы дадатковыя прылады па меры неабходнасці. Такім чынам, за працяглы перыяд часу і без вялікіх адначасовых выдаткаў можна павялічыць набор прылад для абслугоўвання і дробнага рамонту да набору, прызначанага для сярэдняга і капітальнага рамонту. Дасведчаныя аўтааматары могуць мець набор прылад, прыдатны для большасці рамонтных прац, і дапаўняць яго прыладамі з "адмысловага" спісу, калі будуць упэўненыя, што выдаткі на іх набыццё апраўданы частым выкарыстаннем.
Набор інструментаў для тэхнічнага абслугоўвання і дробнага рамонту
У гэтым спісе прадстаўлены набор інструментаў, неабходных для абслугоўвання і дробнага рамонту. Рэкамендуецца купляць камбінаваныя гаечныя ключы (накідны ключ з аднаго боку, і ражковы таго ж памеру з другога); гэтыя ключы каштуюць даражэй, але маюць перавагі абодвух тыпаў.
- Набор гаечных ключоў:
Дзюймавыя - ад ¼ да 1 цалі
Мэтрычныя - ад 6 да 19 мм уключна
- Развадны ключ - 35 мм або 8 цаляў (прыблізна)
- Свячны ключ (з гумовай устаўкай)
- Прынада для рэгулявання зазору ў свечках запальвання
- Набор мацаў
- Ключ для адкручвання штуцэраў прапампоўкі тармазной сістэмы
- Адвёртка з плоскім канцом - 100 мм даўжыня, 6 мм дыяметр (5/16 x 6 цаляў);
- Адвёртка з крыжападобным канцом - 100 мм даўжыня, 6 мм дыяметр (2 х 6 цалі);
- Пасатыжы
- Слясарная нажоўка (малая) з наборам лёзаў
- Манометр
- Нагнятальнік змазкі
- Маслёнка
- Дробназярністая наждачная папера на тканкавай аснове
- Драцяная шчотка
- Прынада для абслугоўвання правадоў і клем акумулятара
- Прынада для зняцця алейнага фільтра
- Варонка (сярэдняга памеру)
- Ахоўныя акуляры
- Вертыкальныя апоры пад аўтамабіль, падняты дамкратам (2 шт.)
- Зліўны паддон
Заўвага: калі працэдуры рэгулярнага абслугоўвання мяркуецца праводзіць у разрэзе бягучага перыядычнага абслугоўвання, то прыведзены вышэй спіс неабходна дапоўніць вымяральнікам частаты выбліскаў страбаскопа / перыяду замыкання кантактаў прерывателя, а таксама страбаскопам. Гэтыя прынады ўключаны ў спіс адмысловых прылад, але згаданыя тут па чынніку сваёй неабходнасці для рэгулявання сістэмы запальвання на большасці аўтамабіляў.

Манометр
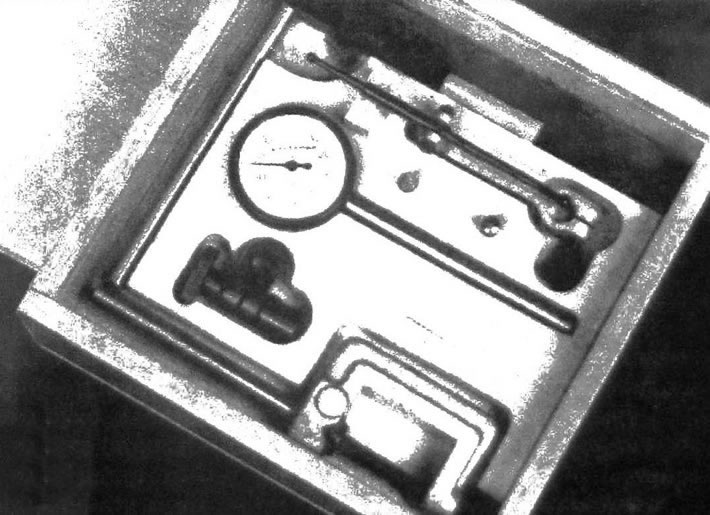
Вымяральнік са стрелочным індыкатарам
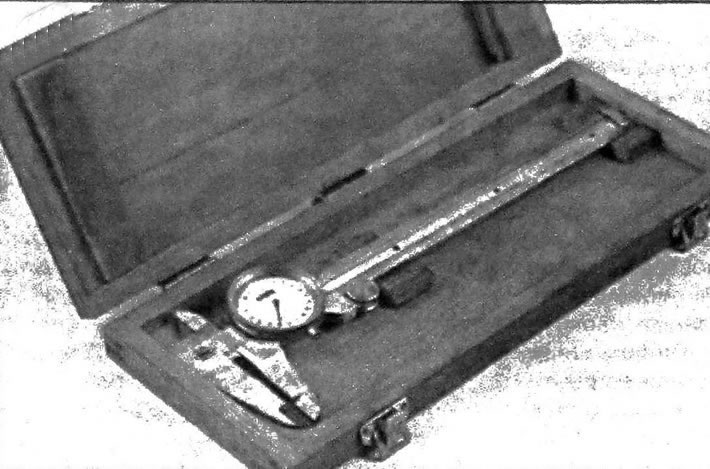
Штангельцыркуль са стрелочным індыкатарам
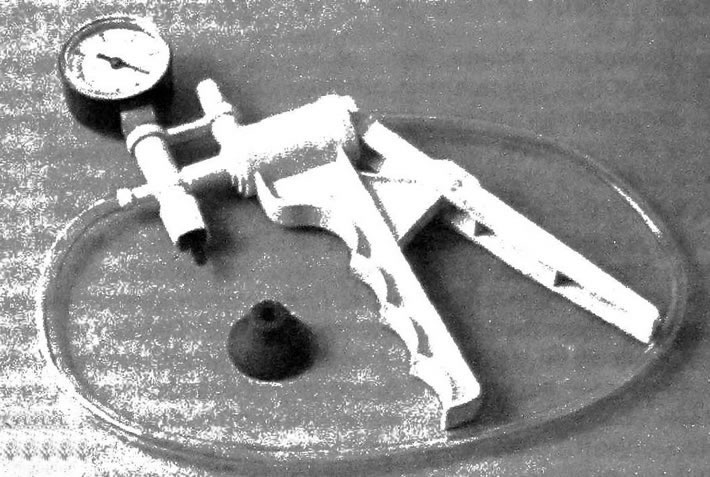
Партатыўная вакуумная помпа

Страбаскоп
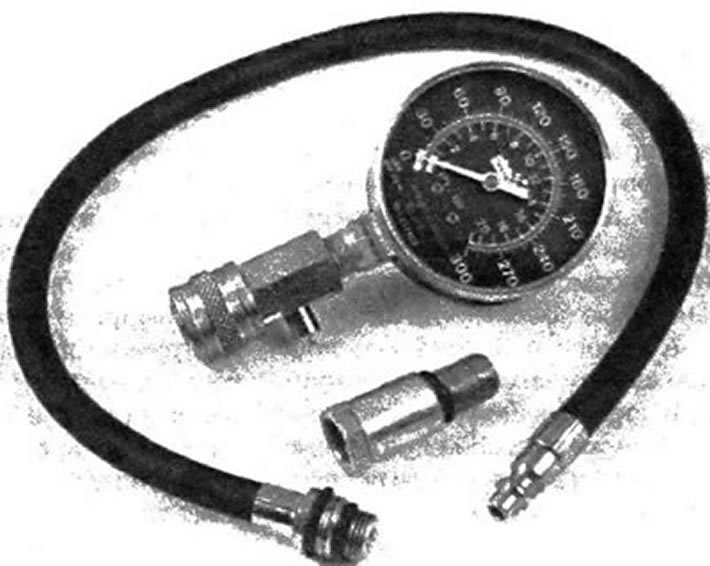
Кампрэсаметр з перахадніком пад адтуліну свечкі
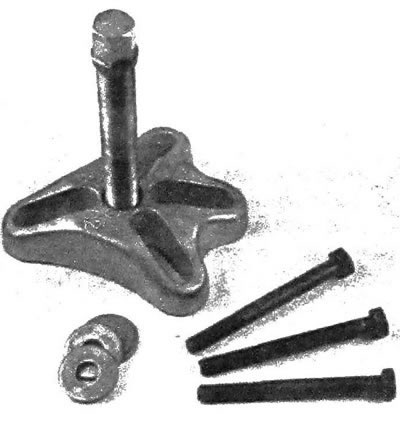
Здымнік дэмпфера рулявога механізму/рулявога кола
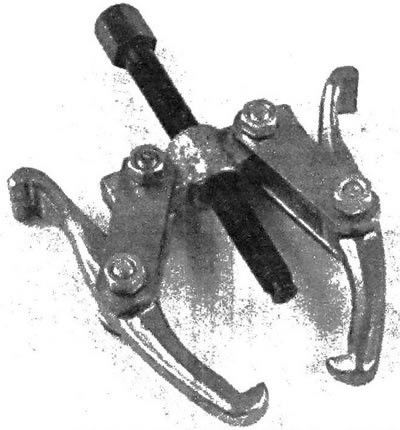
Універсальны здымнік

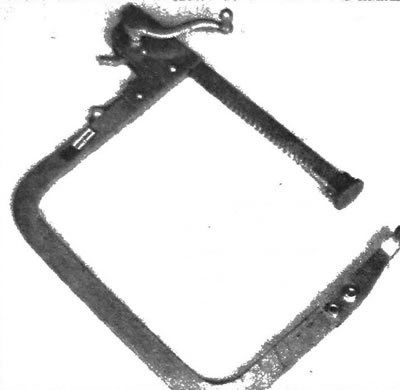
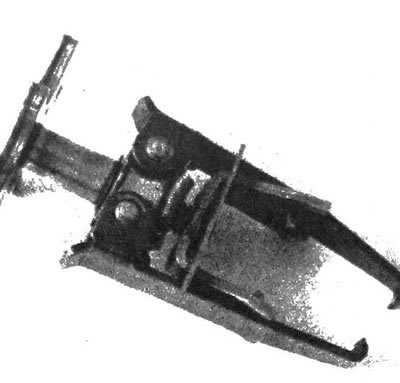
Здымнік гідраўлічных штурхачоў клапанаў
Набор інструментаў для сярэдняга і капітальнага рамонту
Гэтыя прылады неабходны пры правядзенні капітальнага рамонту, у дадатак да пераліку прылад для тэхнічнага абслугоўвання і дробнага рамонту. У гэты спіс уключаны набор кантавых галовак. Хоць ён дарагі, але зусім неабходзен для больш-менш сур'ёзных прац. Рэкамендуецца абавязкова набыць рычаг з храповым механізмам і гняздом пад галоўкі 1/2". Аднак, не гледзячы на тое, што рычаг 3/8" мае значныя габарыты і параўнальна высокі кошт, яго можна выкарыстоўваць са шматлікімі галоўкамі вялікага дыяметра. Пераважней, каб у механіка мелася два рычага з гнёздамі пад тарцовыя галоўкі - 1/2" і 3/8".
- Набор кантавых галовак
- Варотак з рэверсіўным храпавіком (для выкарыстання з кантавымі галоўкамі)
- Падаўжальнік даўжынёй 250 мм (для выкарыстання з кантавымі галоўкамі)
- Варотак з карданным шарнірам (для выкарыстання з кантавымі галоўкамі)
- Дынаметрычны ключ (для выкарыстання з кантавымі галоўкамі)
- Ударная прынада для раз'яднання шаравых апор
- Малаток з мяккім байком (пластмаса, алюміній ці гума)
- Адвёрткі:
з плоскім канцом - доўгая і трывалая, кароткая (шырокая), вузкая (для прац з элементамі электрычнай сістэмы);
з крыжападобным канцом - доўгая і трывалая, кароткая (шырокая)
- Абцугі:
з доўгімі захопамі; бакарэзы (для прац з элементамі электрычнай сістэмы), здымнікі для спружынных кольцаў - вонкавых і ўнутраных
- Зубіла - 25 мм (½ цалі)
- Маркер для металічных дэталяў
- Скрабок з расплясканай меднай трубкі
- Кернер
- Прабойнікі
- Стальная лінейка
- Ключы Алена (шасцікантовікі)
- Набор напільнікаў
- Драцяная шчотка
- Падстаўкі пад аўтамабіль (2 шт.)
- Гідраўлічны дамкрат
Заўвага: спіс можна пашырыць уключэннем у яго яшчэ адной вельмі карыснай прылады - электродрели з камплектам свердзелаў і патронам, разлічаным на максімальны дыяметр свердзела 3/8 цалі(М10).
Спецыяльныя інструменты і прыстасаванні
Прылады і прынады, прыведзеныя ў гэтым спісе, выкарыстоўваюцца нерэгулярна, каштуюць дорага ці маюць вузкае ўжыванне. Набыццё шматлікіх з іх будзе неапраўданым, калі складаныя механічныя працы выконваюцца рэдка. Магчыма, варта аб'яднацца з прыяцелямі (ці далучыцца да клуба аўтамабілістаў), каб набыць такія прылады. Таксама можна ўзяць іх напракат у адмыслоўцаў.
У наступны спіс уключаны толькі тыя прылады і прыстасаванні, якія маюцца ў вольным продажы, а не тыя, якія вытворца аўтамабіля вырабляе спецыяльна для дылераў і фірменных сэрвісных станцый. Спасылкі на такія прылады могуць рэдка сустракацца ў тэксце гэтага кіраўніцтва.
У дадзенай кнізе звычайна прыводзіцца альтэрнатыўны метад выканання працы, без выкарыстання спецыяльных інструментаў. Але часам альтэрнатывы ім няма. Калі справа ідзе так, і адпаведныя прылады не могуць быць набыты ці ўзяты напракат, тое выкананне працы прыйдзецца даручыць адмыслоўцам фірмовай станцыі.
- Здымнік спружын затамкавага механізму
- Прынада для ачысткі канавак поршневых кольцаў
- Здымнік поршневых кольцаў
- Прынада для ўсталёўкі поршневых кольцаў
- Кампрэсаметр
- Разгортка для цыліндраў
- Хон для апрацоўкі паверхні цыліндраў рухавіка
- Нутрамер цыліндраў рухавіка
- Мікраметр і/або штангенцыркуль са стрэлачным індыкатарам
- Здымнік гідраўлічных штурхачоў затамкавага механізму
- Прынада для адлучэння пальца шарніра
- Універсальны здымнік
- Пнеўматычны гайкаверт
- Вымяральнік са стрелочным індыкатарам
- Страбаскоп
- Партатыўная помпа для стварэння вакууму/лішку ціску паветра
- Вымяральнік частаты выбліскаў страбаскопа/перыяду замыкання кантактаў прерывателя
- Тахометр
- Мультыметр
- Тэльфер
- Прынада для зняцця і ўстаноўкі спружын механізмаў тармазной сістэмы
- Падлогавы гідраўлічны дамкрат, разлічаны на высокую нагрузку
Прынада для зняцця клапанных спружын
Здымнік спружын клапанаў
Разгортка
Прынада для ачысткі канавак поршневых кольцаў
Прынада для зняцця/усталёўкі поршневых кольцаў
Здымнік поршневых кольцаў
Хон для апрацоўкі працоўнай паверхні цыліндраў рухавіка
Прынада для сціску спружын тармазной сістэмы

Хон для апрацоўкі паверхні тармазнога цыліндру
Прынада для цэнтроўкі дыска счаплення
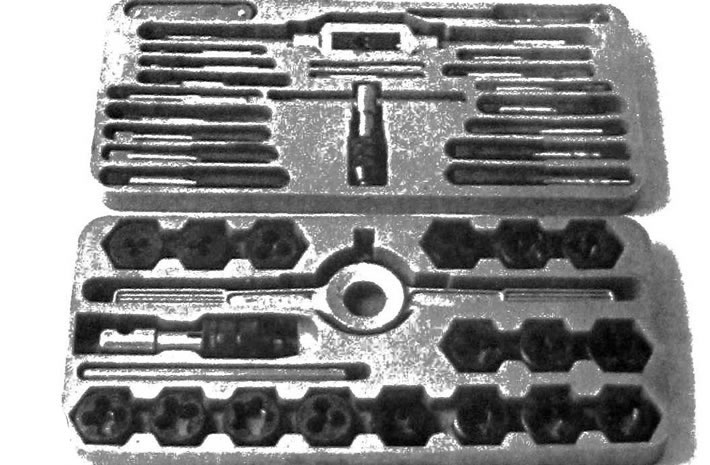
Набор плашак і метчыкаў
Набыццё інструментаў
Для аўтааматара - механіка, самастойна які вырабляе абслугоўванне і рамонт аўтамабіля, нават мелага параўнальна невялікі досвед працы, існуе некалькі крыніц набыцця прылад. Калі мяркуецца ажыццяўленне толькі тэхабслугоўвання і дробнага рамонту, то можна абмежавацца набыццём якія адпавядаюць дадзенаму ўзроўню прылад у раздробнай гандлёвай сетцы. Калі ж запланавана правядзенне сур'ёзных рамонтных прац, тое варта набыць просты набор прылад у адной з фірмовых крам. Як правіла, такі набор можна набыць па аптовым кошце, больш за тое, часта ў камплекце з наборам пастаўляюцца спецыяльныя скрыні. Паколькі ў будучыні могуць спатрэбіцца дадатковыя прылады, пажадана набыць скрыню, такім чынам, прадугледжваючы магчымае пашырэнне набору. Паступовае набыццё прылад дазваляе механіку пазбегнуць буйных адначасовых выдаткаў, а таксама набываць толькі тыя прылады, у якіх выпрабоўваецца неабходнасць.
Супермаркеты і фірмовыя крамы запчастак часта прапануюць цудоўныя прылады і прыстасаванні высокай якасці па нізкіх коштах.
Памятайце, што зусім неабавязкова купляць самыя дарагія інструменты, але пазбягайце таксама купляць і самыя танныя. Сцеражыцеся "выгодных" пакупак прылад, прапанаваных на аўтамабільных стаянках, ці прадаваных на аўтарынках з багажнікаў аўтамабіляў. У продажы маецца шмат высакаякасных прылад па разумных коштах, але заўсёды варта імкнуцца купляць вырабы, якія адпавядаюць патрабаванням бяспекі. Пры неабходнасці варта атрымаць кансультацыю ўладальніка ці кіраўніка крамы, (www.monolith.in.ua)
Захоўванне і падтрыманне належнага тэхнічнага стану інструментаў
Купіўшы неабходны набор прылад, утрымоўваеце яго ў чысціні і спраўным стане. Перад складаннем прылад пасля працы заўсёды чысціце іх чыстай і сухой тканінай ад бруду, маслы і металічных часціц. Ніколі не пакідайце іх раскіданымі пасля працы.
Пасля канчатка працы ў маторным адсеку пераканаецеся, што ўсе прылады і прынады вынятыя з капота. Гэта выключыць іх згубу іх падчас выпрабаванні рухавіка ў прабегу. Для прылад, такіх як адвёрткі і абцугі, вельмі зручная звычайная паліца на сцяне. Гаечныя ключы і галоўкі кантавых ключоў захоўваеце ў металічнай скрынцы. Любыя вымяральныя прыборы, індыкатары і г. д. павінны захоўвацца у месцах, дзе яны будуць абаронены ад пашкоджанняў і ўздзеяння карозіі.
Пры выкарыстанні прылад надавайце некаторы час догляду за імі. Рана ці позна на байцы малатка ўзнікаюць сколы, а ляза адвёртак тупяцца. Падчас своечасовай апрацоўкі наждачнай паперай ці напільнікам хутка адновіцца зыходны тэхнічны стан такіх прылад.
Аднаўленне пашкоджанай і зношанай разьбы
Часам адбываецца разбурэнне разьбярства гайкі або адтуліны пад ніт.
Як правіла, гэта адбываецца з прычыны перавышэння дапушчальнага намаганні зацяжкі.
Знос і пашкоджанне разьбярства - даволі часта сустракаемая з'ява, асабліва калі гаворка ідзе пра разьбярства дэталяў, вырабленых з алюмініевых сплаваў, бо такі матэрыял досыць мяккі, і хутка зношваецца пры трэнні.
Звычайна назіраецца дапушчальны знос разьбярства. Пасля прагонкі метчыкам або плашчаком яна ўсё яшчэ здольная выконваць сваё прызначэнне. Аднойчы знос кожнай разьбы дасягне мяжы. Існуе тры спосабу аднаўлення зношанай разьбы:
1) Рассвідраваць адтуліну, нарэзаць у ім разьбярства большага рамонтнага памеру і ўсталяваць ніт, шруба або шпільку большага дыяметра.
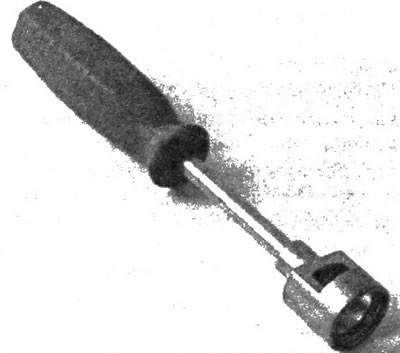
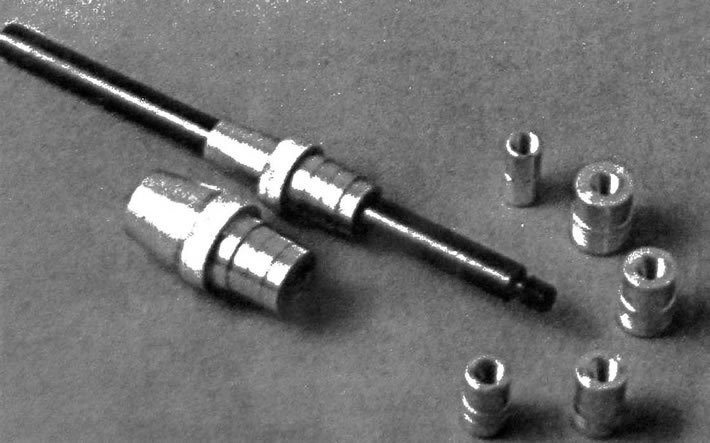
2) Рассвідраваць адтуліну і нарэзаць у ім разьбярства пад рамонтную ўтулку, прасвідраваць адтуліну ва ўтулцы і нарэзаць у ім разьбярства пад ніт зыходнага памеру. Таксама можна набыць утулку з ужо наяўнай разьбовай адтулінай патрабаванага зыходнага памеру. У гэтым выпадку застаецца толькі рассвідраваць адтуліну і нарэзаць у ім разьбярства пад утулку, затым усталяваць утулку з дапамогай ніта і контргайкі. Пасля ўсталёўкі ўтулкі контргайка і ніт здымаюцца.
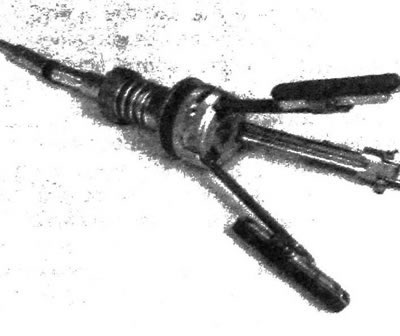
3) Трэці спосаб аднаўлення мае на ўвазе выкарыстанне патэнтаванага рэмкамплекта для разьбы "Heli-Coil" ці "Slimsert". З дапамогай гэтых зручных у выкарыстанні рамкамплектаў можна аднавіць пашкоджанае разьбярства скразных і глухіх адтулін. Таксама з іх дапамогай можна наразаць разьбярства розных дыяметраў. Прасвідруйце адтуліну і нарэжце ў ім разьбярства адмысловым метчыкам з камплекта. Усталёўка ремкомплекта забяспечыць наяўнасць разьбовай адтуліны патрабаванага дыяметра і з зададзеным крокам разьбярства.
Незалежна ад выкарыстоўванага метаду ажыццяўляйце працу акуратна і паслядоўна. Нядбайнасць, выяўленая пры выкананні гэтых параўнальна простых працэдур, можа абярнуцца бескарысным марнаваннем часу і сродкаў, а таксама магчымай матэрыяльнай шкодай пры разбурэнні дарагой дэталі.
Працоўнае месца
Упамінаючы аб прыладах, не варта забываць і аб працоўным месцы. Калі выкананыя працы выходзяць за межы звычайнага абслугоўвання, то відавочна неабходнасць мець падыходнае працоўнае месца.
Многія аўтааматары ў сілу абставінаў вымушаны здабываць з аўтамабіля рухавік ці падобныя яму агрэгаты ва ўмовах, не такіх спрыяльных, як наяўныя ў рамонтнай майстэрні. Такія працы заўсёды варта выконваць у памяшканні ці пад падстрэшкам.
Любая разборка павінна вырабляцца на чыстым і плоскім варштаце ці стале прыдатнай вышыні. Любы варштат павінен быць абсталяваны ціскамі з расчыненнем губак не менш за на 100 мм, якія падыходзяць для выканання большасці прац.
Як згадвалася вышэй, неабходна вылучыць сухое і чыстае месца для захоўвання прылад, а таксама для разнастайных змазак, вадкасцяў, фарбы для падфарбоўвання і г.д. Варта абзавесціся таксама ёмістасцю для зліву адпрацаванага маторнага масла і эксплуатацыйных вадкасцяў. Для гэтай мэты ідэальна падыходзяць старыя пластыкавыя каністры з-пад тасола ці антыфрызу. Для ператварэння такой каністры ў зліўны паддон варта проста зразаць адну з вялікіх граняў.
Для абароны паверхні падлогі ад траплення масла і вадкасцяў, якія могуць выцячы з аўтамабіля, падкладайце пад машыну вялікі ліст кардона. Пад рукой варта трымаць старое покрыва ці адмысловую вінілавую накідку для абароны лакафарбавага пакрыцця і шклоў аўтамабіля.
І нарэшце, апошняе, але не меней важнае: заўсёды трымаеце на працоўным месцы некаторая колькасць старых газет і чыстых тканкавых сурвэтак, не якія пакідаюць нітак і ворса на выціранай паверхні, і ўтрымоўваеце працоўнае месца ў чысціні.
[Арыгінальная версія артыкула на сайце: CHEVYMAN.RU]