
Nakon rastavljanja dijelove temeljito operite kerozinom, ispuhajte i osušite komprimiranim zrakom (posebno uljni kanali dijelova).
1. Pregledajte blok, obraćajući posebnu pozornost na ležajeve radilice. Pukotine na bilo kojem mjestu bloka nisu dopuštene.
Koristan savjet: Ako sumnjate na pukotine u bloku (rashladna tekućina ulazi u kućište radilice ili ulje ulazi u rashladnu tekućinu), provjerite nepropusnost bloka na posebnom postolju. Pregled obavite u servisima koji imaju odgovarajuću opremu.
2. Pregledajte cilindre s obje strane. Ogrebotine, neravnine i pukotine nisu dopuštene.
Koristan savjet: Prilikom pregleda cilindara, preporučamo osvijetliti zrcala cilindara prijenosnom svjetiljkom - tako su nedostaci mnogo vidljiviji.
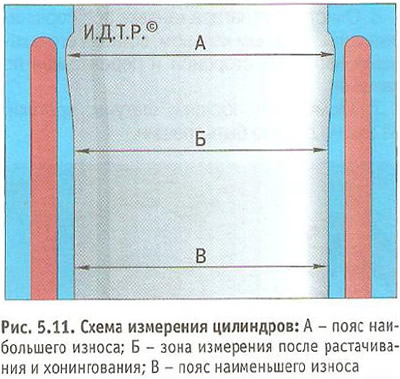
3. Upotrijebite mjerač provrta za određivanje stvarnih promjera cilindara. Izmjerite promjer cilindra u tri zone (slika 5.11). U svakom pojasu promjer se mjeri u dva međusobno okomita smjera (uzdužni i poprečni). U području iznad pojasa A (na udaljenosti od 5 mm od ravnine spojnice s glavom bloka) cilindri se praktički ne troše. Razlika u veličini u ovoj zoni iu ostalim remenima može se koristiti za procjenu istrošenosti cilindara. Nazivna veličina cilindra za motor F16D je (79±0,25) mm, za motor F18D - (81,6±0,25) mm. Ovalnost i konus za motor F16D ne smiju prelaziti 0,0065 mm, za motor F18D - 0,013 mm. Ako je maksimalna vrijednost istrošenosti veća od 0,15 mm ili zaobljenost premašuje specificiranu vrijednost, ponovno izbušite cilindre do najbliže veće veličine klipa (povećan za 0,25 ili 0,50 mm), ostavljajući dodatak od 0,03 mm na promjeru za brušenje. Zatim izbrusite cilindre, održavajući takav promjer da prilikom ugradnje odabranog klipa za popravak izračunati razmak između njega i cilindra bude 0,03 mm. Provedite otkrivanje grešaka, bušenje i brušenje bloka u radionicama s posebnom opremom.

4. Provjerite odstupanje od ravnosti površine spoja bloka s glavom cilindra. Pričvrstite čeljust (ili vladar) do aviona:
- usred bloka;
- u poprečnom i uzdužnom smjeru;
- po dijagonalama ravnine. U svakom položaju upotrijebite plosnati mjerač za određivanje razmaka između čeljusti i ravnine. To će biti odstupanje od ravnosti. Ako je odstupanje veće od 0,1 mm, zamijenite blok.
5. Očistite dno klipa od naslaga ugljika strugačem (može se napraviti od stare datoteke).
6. Očistite utore klipnih prstenova od naslaga ugljika pomoću starog prstena tako da ga umetnete u utor vanjskom stranom i kotrljate po utoru.
7. Pregledajte klipove, klipnjače i poklopce: na njima ne bi trebalo biti pukotina.

8. Pregledajte ležajeve: ako pronađete ogrebotine, brazde ili raslojavanje antifrikcijskog sloja na radnoj površini, zamijenite ležajeve novima. Svi ležajevi klipnjača su identični i međusobno zamjenjivi.

9. Izmjerite promjer klipa u ravnini okomitoj na os klipnog klipa, na udaljenosti od 19 mm od ruba ruba. Nazivni promjer klipa za motor F16D je (78,97±0,15) mm, za motor F18D - (81,59±0,15) mm, promjeri klipova za popravak povećani su za 0,25 i 0,50 mm. Na temelju rezultata mjerenja odredite razmak između klipa i cilindra; ako je potrebno, odaberite nove klipove za cilindre. Izračunati zazor između klipa i cilindra (za nove dijelove) je 0,03 mm. Određuje se mjerenjem cilindara i klipova, a osigurava se ugradnjom klipova nazivnih ili reparaturnih veličina. Najveći dopušteni razmak (kada se dijelovi istroše) 0,15 mm. Ako je zazor rabljenog motora veći od 0,15 mm, potrebno je odabrati klipove nazivne veličine za cilindre ili ugraditi klipove popravne veličine s bušenjem i honanjem cilindara: zazor treba biti što bliži izračunatom.

10. Provjerite visinski razmak između žljebova klipa i prstenova pomoću plosnatog mjerača umetanjem prstena u odgovarajući žlijeb. Nazivni (izračunati) zazor za oba kompresijska prstena je 0,020 mm. Ako je prsten previsok i razmak premali, visinu prstena dovedite na željenu vrijednost brušenjem na brusnom papiru postavljenom na staklenu ploču.

11. Provjerite razmak u bravi prstena s plosnatim mjeračem ugradnjom prstena u cilindar do dubine od oko 30 mm.
Koristan savjet: Za postavljanje prstena bez naginjanja, klipom gurnite prsten dublje u cilindar.
12. Razmak bi trebao biti 0,3 mm za oba kompresijska prstena i 0,4-1,4 mm za prsten za struganje ulja. Ako razmak nije dovoljan, isturpijajte spojene površine prstena. Ako razmak prelazi dopuštenu granicu, zamijenite prsten.
13. Svi klipovi nazivnih i popravnih veličina proizvedeni su s visokim stupnjem preciznosti i ne zahtijevaju prethodno sortiranje i odabir po težini. Po potrebi se rabljeni klipovi mogu ugraditi u pojedinačne cilindre ako su u dobrom stanju. U tom slučaju ravnoteža motora neće biti poremećena.
14. Provjerite zazore između školjki ležaja klipnjače i odgovarajućih rukavaca radilice.

Napomena: Princip mjerenja razmaka je izravnavanje posebne plastične kalibracijske žice i mjerenje širine dobivenog otiska.

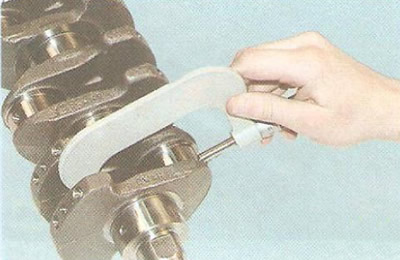
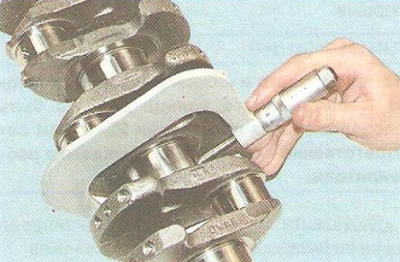
Za mjerenje razmaka između rukavca vratila i ljuski ležaja koristi se komad kalibracijske žice čija je duljina 2 mm kraća od širine ljuske ležaja.
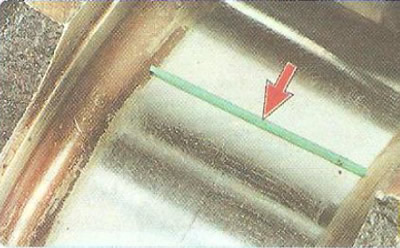
Mjerač se nalazi u aksijalnom smjeru na vratu vratila...

...i poklopiti poklopcem s ugrađenim umetkom. Kako bi se spriječilo pomicanje mjerača prilikom postavljanja poklopca, može se "zalijepiti" na rukavac osovine tankim slojem konzistentne masti.
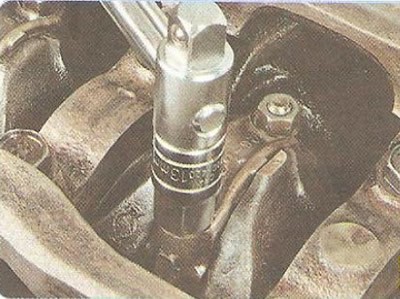
Matice poklopca su zategnute na navedeni moment. Nakon toga odvrnite matice i pažljivo uklonite poklopac s umetkom.
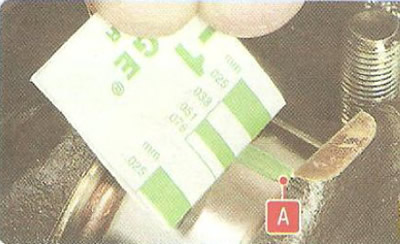
Pomoću posebnog šablona za mjerenje izmjerite širinu otiska spljoštene kalibracijske žice. Na rukavcu osovine A... može ostati otisak.
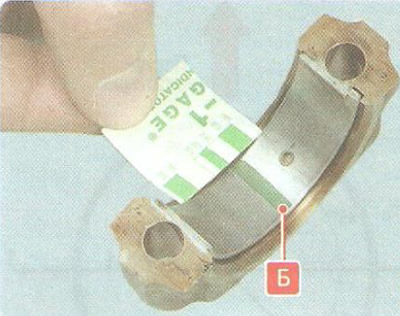
...ili umetnite B. Razmak u spoju određuje se pomoću posebne tablice pretvorbe primijenjene na šablonu.
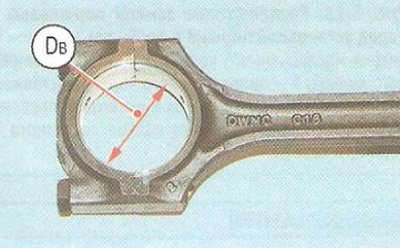
15. Ako nema posebne kalibracijske žice, možete koristiti mehaničke mjerne instrumente. Da biste to učinili, upotrijebite mjerač provrta za mjerenje unutarnjeg promjera Db sjedišta klipnjače sklopljenog s poklopcem.
Napomena: Prije mjerenja zategnite vijke klipnjače navedenim momentom.

16. Mikrometrom izmjerite debljinu T ležaja klipnjače.
Koristan savjet: ako na mikrometru nemate poseban nastavak za mjerenje konkavne površine košuljice, možete upotrijebiti malu kuglicu. Nakon mjerenja košuljice, trebate oduzeti promjer kuglice od dobivene veličine.
17. Mikrometrom izmjerite promjer Dh rukavaca klipnjače.
18. Izračunajte zazor z između ležajeva klipnjače i rukavaca koljenastog vratila pomoću formule z = Dv - 2T - Dn. Nazivni projektirani razmak je 0,019–0,070 mm. Ako je stvarni izračunati zazor manji od maksimalnog, prethodno ugrađeni ležajevi mogu se ponovno upotrijebiti. Ako je razmak veći od maksimalnog, zamijenite ležajeve na ovim rukavcima novima (nazivna debljina).
Ako su rukavci radilice istrošeni i brušeni na veličinu za popravak smanjenu za 0,25 mm, zamijenite košuljice onima za popravak (povećana debljina).
Rubovi se bruse, osim prisutnosti općeg trošenja, ako imaju ureze i ogrebotine ili je ovalnost veća od 0,004 mm, a konus veći od 0,005 mm.
Upozorenja: Prilikom ponovnog brušenja rukavaca radilice na veličinu za popravak, na prvu lamelu radilice mora se staviti odgovarajući žig, npr. "Š 0,25". Radilice s rukavcima rukavca izrađenim metodom narezivanjem ne mogu se ponovno brusiti i moraju se zamijeniti kada su rukavci istrošeni.

19. Pregledajte gornju i donju ljusku glavnog ležaja. Obloge središnjeg (trećeg) glavnog ležaja razlikuju se od ostalih po većoj širini. Osim toga, na njihovim bočnim krajevima izrađuju se široke prirubnice koje igraju ulogu potpornih poluprstenova potisnog ležaja radilice. Ako postoje ogrebotine, brazde ili raslojavanje antifrikcijskog sloja na radnoj površini obloga, zamijenite obloge novima.
Upozorenje: Ne izvodite nikakve operacije podešavanja na oblogama.
20. Pregledajte radilicu. Pukotine nisu dopuštene. Na površinama koje se spajaju s radnim rubovima brtvi ne smije biti ogrebotina, ureza ili utora. Ako ih pronađete, zamijenite osovinu.
21. Provjerite zazore između ljuski glavnih ležajeva i glavnih rukavaca radilice koristeći isti postupak kao za ležajeve klipnjače.
22. Ako nema posebne kalibracijske žice, možete koristiti mehaničke mjerne instrumente. Da biste to učinili, mikrometrom izmjerite vanjski promjer Dn glavnih rukavaca. Stvarni zazor između ljuski glavnih ležajeva i glavnih rukavaca koljenastog vratila određuje se pomoću metode opisane za ležajeve klipnjača. Nazivni proračunski razmak je 0,005 mm. Ako je stvarni izračunati zazor manji od maksimalnog, prethodno ugrađeni ležajevi mogu se ponovno upotrijebiti. Ako je razmak veći od maksimalnog, zamijenite ležajeve na ovim rukavcima novima (nazivna debljina).
Ako su rukavci radilice istrošeni i izbrušeni na veličinu za popravak uz smanjenje promjera od 0,25 mm, zamijenite košuljice onima za popravak (povećana debljina).
Vratovi se bruse, osim prisutnosti istrošenosti, ako imaju ureze i ogrebotine ili je ovalnost veća od 0,004 mm, a konus veći od 0,005 mm, smanjujući promjer za 0,25 mm.
Upozorenja: Prilikom ponovnog brušenja glavnih rukavaca radilice na veličinu za popravak, na prvi obraz radilice mora se staviti odgovarajući žig, na primjer, "K 0,25". Radilice s rukavcima rukavca izrađenim metodom narezivanjem ne mogu se ponovno brusiti i moraju se zamijeniti kada su rukavci istrošeni.
23. Provjerite paralelnost potisnih prirubnica srednjeg glavnog rukavca: ako nisu paralelne, koljenasto vratilo je savijeno i mora se zamijeniti.
24. Isperite kanale radilice ulijevanjem benzina u radijalne kanale, prethodno ih začepivši s jedne strane drvenim čepovima. Pričekajte najmanje 20 minuta i isperite kanale benzinom, ubrizgavajući ga gumenom krušom. Uklonite drvene čepove nakon ispiranja spojnih kanala. Ako je potrebno, ponovite ispiranje dok čisti benzin ne iscuri.
25. Očistite površine osovinica klipa od naslaga laka, prethodno ih omekšavši u otapalu. Pregledajte svoje prste. Ako se pronađu pukotine, prekomjerna istrošenost na mjestima gdje dolaze u dodir s izbočinama klipa ili znakovi okretanja u gornjoj glavi klipnjače, zamijenite osovinice.
Napomena: Klipne osovinice i rupe za klipne glave proizvedene su s velikom preciznošću. Stoga se igle klipa proizvode s nazivnim promjerom od 17,990-17,995 mm, čime se osigurava razmak od 0,01-0,02 mm između njih i rupa u izbočinama klipa.
Provjerite spajanje osovinice klipa i klipa umetanjem osovinice, prethodno podmazane motornim uljem, u otvor na glavi klipa. Pri temperaturi okoline od 20°C klip bi trebao ući u rupu kada se pritisne palcem i ne bi ispao iz glave kada je klip u okomitom položaju s klipnim klipom. Prst koji ispadne iz gazde treba zamijeniti drugim. Ako klip opet ispadne, zamijenite klip klipom.
Koristan savjet: Ako imate novi set zamjenskih dijelova, nemojte ponovno koristiti prešane osovinice klipa.
(Članak je ponovno tiskan s web stranice: «chevyman»)