
Po demontáži diely dôkladne umyte petrolejom, vyfúkajte a vysušte stlačeným vzduchom (najmä olejové kanály dielov).
1. Skontrolujte blok, pričom osobitnú pozornosť venujte ložiskám kľukového hriadeľa. Trhliny na akomkoľvek mieste bloku nie sú povolené.
Užitočná rada: Ak máte podozrenie na praskliny v bloku (chladiaca kvapalina vstupujúca do kľukovej skrine alebo olej vstupujúci do chladiacej kvapaliny), skontrolujte tesnosť bloku na špeciálnom stojane. Kontrolu vykonajte v opravovniach, ktoré majú príslušné vybavenie.
2. Skontrolujte valce z oboch strán. Škrabance, otrepy a praskliny nie sú povolené.
Užitočná rada: Pri kontrole valcov odporúčame osvetliť zrkadlá valcov prenosnou lampou - takto sú závady oveľa viditeľnejšie.
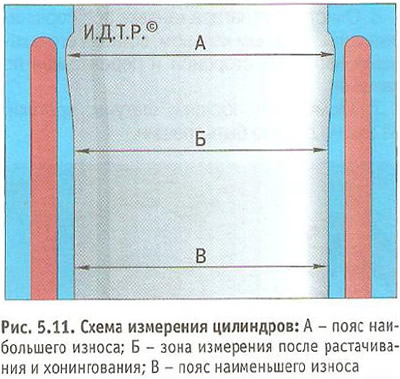
3. Na určenie skutočných priemerov valcov použite dieromer. Zmerajte priemer valca v troch zónach (kresba 5.11). V každom páse sa meria priemer v dvoch vzájomne kolmých smeroch (pozdĺžne a priečne). V oblasti nad pásom A (vo vzdialenosti 5 mm od roviny konektora s hlavou bloku) valce sú prakticky bez opotrebovania. Rozdiel vo veľkosti v tejto zóne a v ostatných pásoch môže byť použitý na posúdenie opotrebovania valcov. Menovitá veľkosť valca pre motor F16D je (79±0,25) mm, pre motor F18D - (81,6±0,25) mm. Oválnosť a kužeľ pre motor F16D by nemali presiahnuť 0,0065 mm, pre motor F18D - 0,013 mm. Ak je maximálna hodnota opotrebenia väčšia ako 0,15 mm alebo neguľatosť presahuje špecifikovanú hodnotu, prevŕtajte valce na najbližší nadmerný rozmer piesta (zvýšená o 0,25 alebo 0,50 mm), ponechanie tolerancie 0,03 mm na priemere na honovanie. Potom valce vybrúste a udržujte taký priemer, aby pri inštalácii zvoleného opravného piestu bola vypočítaná medzera medzi ním a valcom 0,03 mm. Vykonajte detekciu defektov, vŕtanie a honovanie bloku v dielňach so špeciálnym vybavením.

4. Skontrolujte odchýlku od rovinnosti povrchu spoja bloku s hlavou valcov. Pripevnite strmeň (alebo pravítko) do lietadla:
- v strede bloku;
- v priečnom a pozdĺžnom smere;
- pozdĺž uhlopriečok roviny. V každej polohe použite plochý špáromer na určenie medzery medzi strmeňom a rovinou. Toto bude odchýlka od rovinnosti. Ak je odchýlka väčšia ako 0,1 mm, vymeňte blok.
5. Očistite spodok piestu od usadenín uhlíka pomocou škrabky (možno vyrobiť zo starého súboru).
6. Vyčistite drážky piestneho krúžku od usadenín uhlíka pomocou starého krúžku tak, že ho vložíte do drážky vonkajšou stranou a zrolujete pozdĺž drážky.
7. Skontrolujte piesty, ojnice a kryty: nemali by na nich byť žiadne praskliny.

8. Skontrolujte ložiská: ak na pracovnej ploche nájdete škrabance, ryhy alebo delamináciu antifrikčnej vrstvy, vymeňte ložiská za nové. Všetky ojničné ložiská sú identické a zameniteľné.

9. Odmerajte priemer piesta v rovine kolmej na os piestneho čapu vo vzdialenosti 19 mm od okraja obruby. Menovitý priemer piestu pre motor F16D je (78,97±0,15) mm, pre motor F18D - (81,59±0,15) mm sú priemery opravných piestov zväčšené o 0,25 a 0,50 mm. Na základe výsledkov merania určte medzeru medzi piestom a valcom; ak je to potrebné, vyberte nové piesty pre valce. Vypočítaná vôľa medzi piestom a valcom (na nové diely) je 0,03 mm. Určuje sa meraním valcov a piestov a zabezpečuje sa inštaláciou piestov nominálnych alebo opravných veľkostí. Maximálna povolená medzera (keď sa diely opotrebujú) 0,15 mm. Ak vôľa použitého motora presahuje 0,15 mm, je potrebné zvoliť piesty nominálnej veľkosti pre valce alebo namontovať piesty opravnej veľkosti s vŕtaním a honovaním valcov: vôľa by mala byť čo najbližšie k vypočítanej.

10. Skontrolujte výškovú vôľu medzi drážkami piestu a krúžkami pomocou plochého spáromeru vložením krúžku do príslušnej drážky. Menovitá (vypočítaná) vôľa pre oba kompresné krúžky je 0,020 mm. Ak je krúžok príliš vysoký a medzera je príliš malá, upravte výšku krúžku na požadovanú hodnotu brúsením na brúsnom papieri umiestnenom na sklenenej doske.

11. Skontrolujte medzeru v zámke krúžku pomocou plochého meradla tak, že nainštalujete krúžok do valca do hĺbky asi 30 mm.
Užitočná rada: Ak chcete namontovať krúžok bez nakláňania, zatlačte krúžok pomocou piestu hlbšie do valca.
12. Medzera by mala byť 0,3 mm pre oba kompresné krúžky a 0,4-1,4 mm pre krúžok na stieranie oleja. Ak medzera nie je dostatočná, opilujte spojovacie plochy krúžku. Ak medzera presahuje povolenú hranicu, vymeňte krúžok.
13. Všetky piesty menovitých a opravárenských veľkostí sú vyrábané s vysokým stupňom presnosti a nevyžadujú predbežné triedenie a výber podľa hmotnosti. V prípade potreby môžu byť použité piesty inštalované do jednotlivých valcov, ak sú v dobrom stave. V tomto prípade nebude narušená rovnováha motora.
14. Skontrolujte vôle medzi panvami ojničných ložísk a zodpovedajúcimi čapmi kľukového hriadeľa.

Poznámka: Princípom merania medzery je sploštiť špeciálny plastový kalibračný drôt a zmerať šírku výsledného odtlačku.

Na meranie medzery medzi čapom hriadeľa a ložiskovými panvami sa používa kus kalibračného drôtu, ktorého dĺžka je o 2 mm kratšia ako šírka ložiskovej panvy.
Meradlo je umiestnené v axiálnom smere na hrdle hriadeľa...

...a prikryte vekom s nainštalovanou vložkou. Aby sa zabránilo posunutiu meradla pri inštalácii krytu, môže byť "prilepený" k čapu hriadeľa tenkou vrstvou konzistentného maziva.
Matice krytu sú utiahnuté predpísaným krútiacim momentom. Potom odskrutkujte matice a opatrne odstráňte kryt s vložkou.
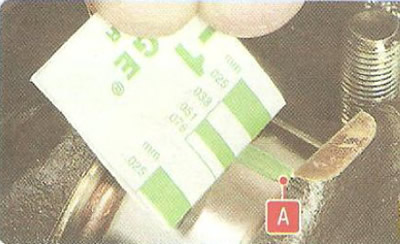
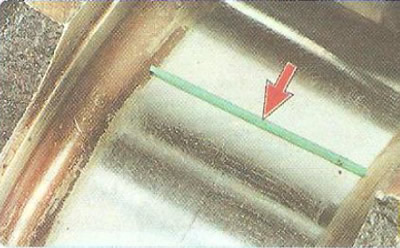
Pomocou špeciálnej meracej šablóny zmerajte šírku odtlačku splošteného kalibračného drôtu. Na čape hriadeľa A... môže zostať odtlačok.
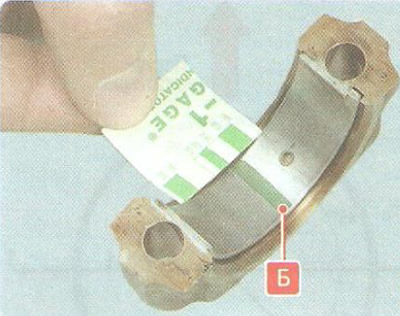
...alebo vložte B. Medzera v spoji sa určí pomocou špeciálnej konverznej tabuľky aplikovanej na šablónu.
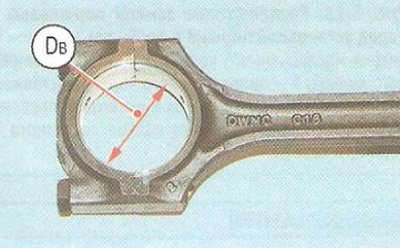
15. Ak nie je k dispozícii špeciálny kalibračný drôt, môžete použiť mechanické meracie prístroje. Na tento účel použite dieromer na meranie vnútorného priemeru Db sedla ojnice zmontovaného s krytom.
Poznámka: Pred meraním utiahnite skrutky ojnice na špecifikovaný krútiaci moment.

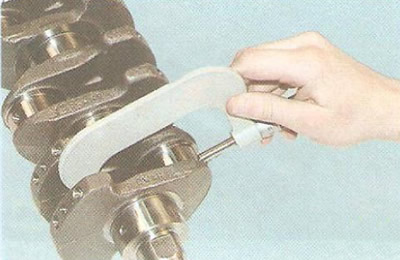
16. Zmerajte hrúbku T ojničných ložísk pomocou mikrometra.
Užitočná rada: Ak na svojom mikrometri nemáte špeciálny nástavec na meranie konkávneho povrchu vložky, môžete použiť malú guľôčku. Po zmeraní vložky musíte od výslednej veľkosti odpočítať priemer gule.
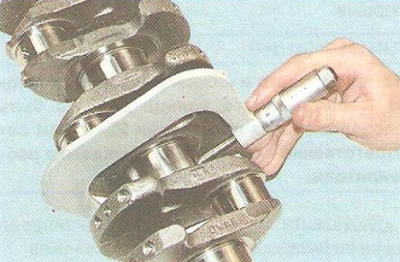
17. Zmerajte priemer Dh ojničných čapov pomocou mikrometra.
18. Vypočítať vzdialenosť z medzi spojovacou tyčou vložky a kľukového hriadeľa krk pomocou vzorca z = Db-2T-Dh. Nominálna dizajn vôľa je 0.019-0.070 mm. Ak skutočné dizajn vzdialenosť je menej ako je limit, môžete znovu používať vložky, ktoré boli nainštalované. Ak je medzera je väčšia, než je limit, výmenu vložky na tieto krky s novými (nominálna hrúbka).
Ak sú čapy kľukového hriadeľa opotrebované a zbrúsené na opravný rozmer zmenšený o 0,25 mm, vymeňte vložky za opravné (zvýšená hrúbka).
Čapy sú brúsené, okrem prítomnosti bežného opotrebovania, ak majú zárezy a škrabance alebo ovalita je väčšia ako 0,004 mm a kužeľa je väčšia ako 0,005 mm.
Upozornenia: Pri prebrusovaní čapov kľukového hriadeľa na opravný rozmer je potrebné na prvé stojisko kľukového hriadeľa umiestniť príslušnú pečiatku, napríklad "Ř 0,25". Kľukové hriadele so zaoblením čapu vyrobené metódou vrúbkovania sa nedajú prebrúsiť a musia sa vymeniť, keď sú čapy opotrebované.

19. Skontrolujte horné a spodné panvy hlavného ložiska. Vložky centrálneho (tretieho) hlavného ložiska sa od ostatných líšia väčšou šírkou. Okrem toho sú na ich bočných koncoch vyrobené široké príruby, ktoré zohrávajú úlohu oporných polkrúžkov axiálneho ložiska kľukového hriadeľa. Ak sú na pracovnej ploche vložiek škrabance, ryhy alebo delaminácia antifrikčnej vrstvy, vymeňte vložky za nové.
Upozornenie: Nevykonávajte žiadne nastavovacie operácie na vložkách.
20. Skontrolujte kľukový hriadeľ. Trhliny nie sú povolené. Na povrchoch lícujúcich s pracovnými okrajmi tesnení by nemali byť žiadne škrabance, ryhy alebo drážky. Ak nejaké nájdete, vymeňte hriadeľ.
21. Skontrolujte vôle medzi panvami hlavného ložiska a hlavnými čapmi kľukového hriadeľa rovnakým postupom ako v prípade ojničných ložísk.
22. Ak nie je osobitná kalibrácia drôtu, môžete použiť mechanické meracie prístroje. Ak to chcete urobiť, merať vonkajší priemer Dh koreňovej krk s mikrometer. Skutočná vzdialenosť medzi vložky hlavných ložísk a koreň krky kľukového hriadeľa sa určuje podľa postupu uvedeného pre pripojenie rod vložky. Nominálna dizajn vôľa je na 0,005 mm. Ak skutočné dizajn vzdialenosť je menej ako je limit, môžete znovu používať vložky, ktoré boli nainštalované. Ak je medzera je väčšia, než je limit, výmenu vložky na tieto krky s novými (nominálna hrúbka).
Ak sú čapy kľukového hriadeľa opotrebované a zbrúsené na opravný rozmer so zmenšením priemeru o 0,25 mm, vymeňte vložky za opravné (zvýšená hrúbka).
Krčky sú brúsené, okrem opotrebenia, ak majú zárezy a škrabance alebo oválnosť je väčšia ako 0,004 mm a kužeľ je väčšia ako 0,005 mm, čím sa priemer zníži o 0,25 mm.
Upozornenia: Pri prebrusovaní hlavných čapov kľukového hriadeľa na opravný rozmer je potrebné na prvé líce kľukového hriadeľa umiestniť príslušnú pečiatku, napríklad "K 0,25". Kľukové hriadele so zaoblením čapu vyrobené metódou vrúbkovania sa nedajú prebrúsiť a musia sa vymeniť, keď sú čapy opotrebované.
23. Skontrolujte rovnobežnosť prítlačných prírub stredného hlavného čapu: ak nie sú rovnobežné, kľukový hriadeľ je ohnutý a musí sa vymeniť.
24. Prepláchnite kanály kľukového hriadeľa naliatím benzínu do radiálnych kanálov, pričom ich najskôr na jednej strane upchajte drevenými zátkami. Počkajte aspoň 20 minút a prepláchnite kanály benzínom, vstreknite ho gumovou žiarovkou. Po prepláchnutí spojovacích kanálov odstráňte drevené zátky. Ak je to potrebné, opakujte preplach, kým nevyteká čistý benzín.
25. Očistite povrchy piestnych čapov od usadenín laku, najskôr ich zmäknite v rozpúšťadle. Preskúmajte prsty. Ak zistíte praskliny, nadmerné opotrebovanie na miestach, kde sa dotýkajú výstupkov piestov, alebo známky otáčania v hornej hlave ojnice, vymeňte čapy.
Poznámka: Piestne čapy a otvory nálitkov piestu sú vyrobené s veľkou presnosťou. Preto sa piestne čapy vyrábajú s nominálnym priemerom 17,990-17,995 mm, čo poskytuje medzeru 0,01-0,02 mm medzi nimi a otvormi v nálitkoch piestov.
Skontrolujte spojenie piestneho čapu a piestu vložením čapu, ktorý bol predtým namazaný motorovým olejom, do otvoru v náboji piestu. Pri teplote okolia 20°C by sa mal čap pri stlačení palcom dostať do otvoru a nemal by vypadnúť z výstupku, keď je piest vo zvislej polohe s piestnym čapom. Prst, ktorý vypadne z bossa, by sa mal nahradiť iným. Ak čap opäť vypadne, vymeňte piest za čap.
Užitočná rada: Ak máte novú súpravu náhradných dielov, nepoužívajte opakovane lisované piestne čapy.
(Článok je prevzatý z webovej stránky: ChevyMan.ru)