
Szétszerelés után alaposan mossa le az alkatrészeket kerozinnal, fújja ki és szárítsa meg sűrített levegővel (különösen az alkatrészek olajcsatornái).
1. Vizsgálja meg a blokkot, különös figyelmet fordítva a főtengely csapágyaira. A blokk bármely helyén repedések nem megengedettek.
Hasznos tipp: Ha repedésekre gyanakszik a blokkban (hűtőfolyadék kerül a forgattyúházba vagy olaj kerül a hűtőfolyadékba), ellenőrizze a blokk tömítettségét egy speciális állványon. Az ellenőrzést a megfelelő felszereléssel rendelkező javítóműhelyekben végezze el.
2. Vizsgálja meg a hengereket mindkét oldalról. Karcolások, sorja és repedések nem megengedettek.
Hasznos tanácsok: A hengerek ellenőrzésekor javasoljuk, hogy a hengertükröket hordozható lámpával világítsák meg - így sokkal jobban láthatóak a hibák.
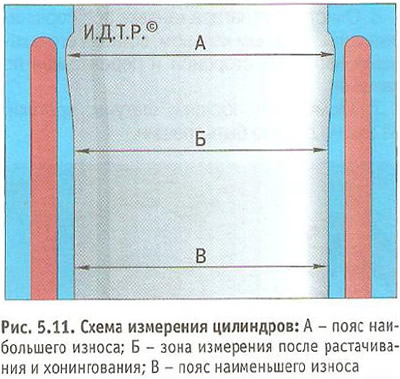
3. Használjon furatmérőt a hengerek tényleges átmérőjének meghatározásához. Mérje meg a henger átmérőjét három zónában (5.11. ábra). Mindegyik szalagban az átmérőt két, egymásra merőleges irányban mérik (hosszanti és keresztirányú). Az A sáv feletti területen (a blokkfejjel ellátott csatlakozó síkjától 5 mm távolságra) a hengerek gyakorlatilag kopásmentesek. Az ebben a zónában és a többi hevederben lévő méretkülönbség alapján lehet megítélni a hengerek kopását. A névleges hengerméret az F16D motornál (79±0,25) mm, az F18D motornál - (81,6±0,25) mm. Az F16D motor oválissága és kúpossága nem haladhatja meg a 0,0065 mm-t, az F18D motor esetében a 0,013 mm-t. Ha a maximális kopási érték meghaladja a 0,15 mm-t, vagy a gömbölyűség meghaladja a megadott értéket, fúrja át a hengereket a legközelebbi dugattyútúlméretre (0,25 vagy 0,50 mm-rel növelve), 0,03 mm ráhagyást hagyva az átmérőn a hónoláshoz. Ezután csiszolja meg a hengereket olyan átmérővel, hogy a kiválasztott javítódugattyú beszerelésekor a számított hézag a henger és a henger között 0,03 mm legyen. Végezze el a hibafeltárást, a blokk fúrását és hónolását műhelyekben speciális berendezésekkel.

4. Ellenőrizze a hengerfejjel a tömbcsukló felületének síkságtól való eltérését. Rögzítsen egy féknyerget (vagy egy vonalzó) a repülőhöz:
- a blokk közepén;
- kereszt- és hosszirányban;
- a sík átlói mentén. Minden helyzetben használjon lapos hézagmérőt a féknyereg és a sík közötti hézag meghatározásához. Ez lesz a laposságtól való eltérés. Ha az eltérés 0,1 mm-nél nagyobb, cserélje ki a blokkot.
5. Tisztítsa meg a dugattyú alját a szénlerakódásoktól egy kaparóval (régi fájlból készíthető).
6. Tisztítsa meg a dugattyúgyűrű hornyait a szénlerakódásoktól egy régi gyűrű segítségével úgy, hogy a külső oldalával belehelyezi a horonyba, és a horony mentén görgeti.
7. Vizsgálja meg a dugattyúkat, a hajtórudakat és a burkolatokat: nem lehetnek rajtuk repedések.

8. Vizsgálja meg a csapágyakat: ha karcolásokat, karcolásokat vagy a súrlódásgátló réteg leválását találja a munkafelületen, cserélje ki a csapágyakat újakra. Az összes hajtórúd csapágya azonos és cserélhető.

9. Mérje meg a dugattyú átmérőjét a dugattyúcsap tengelyére merőleges síkban, a szoknya szélétől 19 mm távolságra. A névleges dugattyúátmérő az F16D motornál (78,97±0,15) mm, az F18D motornál - (81,59±0,15) mm, a javítódugattyúk átmérője 0,25 és 0,50 mm-rel megnő. A mérési eredmények alapján határozza meg a dugattyú és a henger közötti rést; ha szükséges, válasszon új dugattyúkat a hengerekhez. Számított hézag a dugattyú és a henger között (új alkatrészekhez) 0,03 mm. Ezt a hengerek és dugattyúk mérésével határozzák meg, és névleges vagy javítási méretű dugattyúk beszerelésével biztosítják. Maximális megengedett rés (amikor az alkatrészek elhasználódnak) 0,15 mm. Ha egy használt motor hézaga meghaladja a 0,15 mm-t, akkor a hengerekhez névleges méretű dugattyúkat kell választani, vagy javító méretű dugattyúkat kell beszerelni a hengerek fúrásával és csiszolásával: a hézagnak a számítotthoz a lehető legközelebb kell lennie.

10. Ellenőrizze a magassági hézagot a dugattyúhornyok és a gyűrűk között egy lapos hézagmérővel úgy, hogy a gyűrűt a megfelelő horonyba helyezi. Mindkét nyomógyűrű névleges (számított) hézaga 0,020 mm. Ha a gyűrű túl magas és a hézag túl kicsi, állítsa a gyűrű magasságát a kívánt értékre úgy, hogy üveglapra helyezett csiszolópapírra csiszolja.

11. Ellenőrizze a hézagot a gyűrűzárban egy lapos hézagmérővel úgy, hogy a gyűrűt kb. 30 mm mélységig a hengerbe helyezi.
Hasznos tanács: A gyűrű megdöntés nélküli felszereléséhez nyomja a gyűrűt mélyebben a hengerbe a dugattyúval.
12. A hézag mindkét nyomógyűrűnél 0,3 mm, az olajkaparó gyűrűnél pedig 0,4-1,4 mm legyen. Ha a rés nem elegendő, reszelje le a gyűrű illeszkedő felületeit. Ha a hézag meghaladja a megengedett határértéket, cserélje ki a gyűrűt.
13. Minden névleges és javítási méretű dugattyú nagy precizitással készül, és nem igényel előzetes válogatást és súly szerinti válogatást. Ha szükséges, a használt dugattyúkat jó állapotú egyes hengerekbe lehet beépíteni. Ebben az esetben a motor egyensúlya nem sérül.
14. Ellenőrizze a hézagokat a hajtórúd csapágyházai és a megfelelő főtengelycsapok között.

Megjegyzés: A hézagmérés elve egy speciális műanyag kalibráló huzal lelapítása és a kapott lenyomat szélességének mérése.

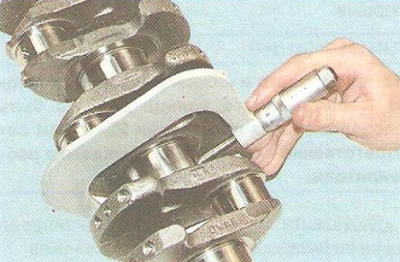
A tengelycsap és a csapágyhéjak közötti hézag mérésére egy darab kalibráló huzalt használnak, amelynek hossza 2 mm-rel rövidebb, mint a csapágyhéj szélessége.
A mérő axiális irányban a tengely nyakán található...

...és betéttel ellátott fedéllel fedjük le. A fedél felszerelésekor a mérőműszer elmozdulásának megakadályozása érdekében vékony, egyenletes zsírréteggel a tengelycsaphoz "ragasztható".
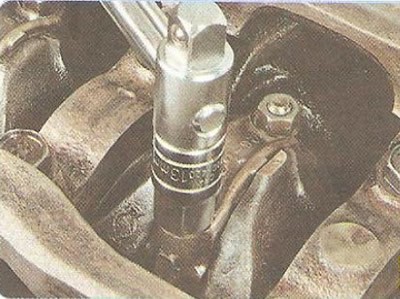
A fedőanyák a megadott nyomatékkal meg vannak húzva. Ezután csavarja le az anyákat, és óvatosan távolítsa el a fedelet a betéttel.
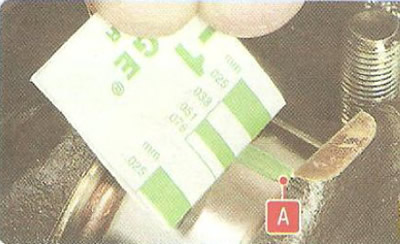
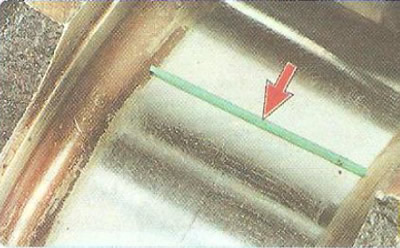
Egy speciális mérősablon segítségével mérje meg a lelapított kalibráló huzal lenyomatának szélességét. Lenyomat maradhat az A... tengely csapjában.
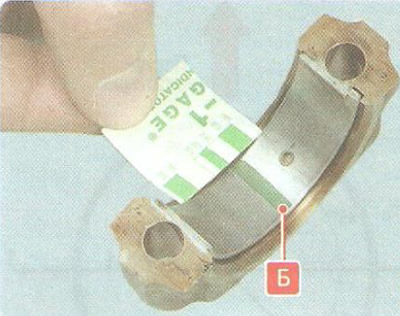
...vagy illessze be a B-t. A kapcsolat hézagát a sablonra alkalmazott speciális konverziós táblázat segítségével határozzuk meg.
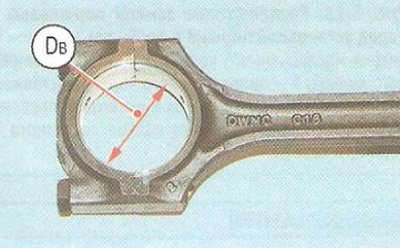
15. Ha nincs speciális kalibráló huzal, akkor mechanikus mérőműszereket használhat. Ehhez furatmérővel mérjük meg a fedéllel összeszerelt hajtórúd-ülék Db belső átmérőjét.
Megjegyzés: Mérés előtt húzza meg a hajtórúd csavarjait a megadott nyomatékkal.

16. Mérje meg mikrométerrel a hajtórúd csapágyainak T vastagságát.
Hasznos tipp: Ha nincs speciális tartozék a mikrométeren a bélés homorú felületének mérésére, használhat egy kis golyót. A bélés mérése után ki kell vonnia a golyó átmérőjét a kapott méretből.
17. Mérje meg mikrométerrel a hajtórúd csapok Dh átmérőjét.
18. Számítsuk ki a clearance-z közötti összekötő rúd betétekkel, valamint a főtengely nyakukat képlettel z = Db-2T-Dh. A névleges tervezési clearance 0.019-0.070 mm. Ha a tényleges tervezés clearance kisebb, mint a határérték, akkor újra használja a beszúr telepített. Ha a különbség nagyobb, mint a határérték, cserélje ki a betétet ezek a nyakukat újakra (névleges vastagság).
Ha a főtengely csapjai elkoptak és 0,25 mm-rel csökkentett javítási méretre csiszolódtak, cserélje ki a betéteket javítóakra (megnövekedett vastagság).
A csapokat az általános kopáson túl köszörüljük, ha hornyok és karcolások vannak rajtuk, vagy ha az ovális 0,004 mm-nél nagyobb, és a kúpossága nagyobb, mint 0,005 mm.
Figyelmeztetések: Ha újra darálni a főtengely, hajtókar nyakukat, hogy a javítási méret, az első arcán a főtengely ennek megfelelően kell megjelölni, például a "W 0,25". Főtengely, akinek a nyakán a töltőanyagok által knurling nem vonatkoznak újra csiszolás, majd ki kell cserélni, ha a nyakán hord ki.

19. Vizsgálja meg a felső és alsó fő csapágyházat. A központi (harmadik) főcsapágy bélései nagyobb szélességükben különböznek a többitől. Ezenkívül az oldalsó végükön széles karimák készülnek, amelyek a főtengely nyomócsapágy támasztó félgyűrűinek szerepét töltik be. Ha karcolások, karcolások vagy a súrlódásgátló réteg leválása látható a betétek munkafelületén, cserélje ki a béléseket újakra.
Figyelmeztetés: Ne végezzen semmilyen beállítási műveletet a bélésen.
20. Vizsgálja meg a főtengelyt. Repedések nem megengedettek. A tömítések munkaéleihez illeszkedő felületeken nem lehetnek karcolások, bevágások vagy hornyok. Ha ilyet talál, cserélje ki a tengelyt.
21. Ellenőrizze a hézagokat a fő csapágyhéjak és a főtengely főcsapjai között ugyanazzal az eljárással, mint a hajtórúd csapágyainál.
22. Ha nincs külön kalibrációs vezeték, akkor használja mechanikai mérőeszközök. Ehhez az intézkedés a külső átmérő Dh a root nyakát egy mikrométer. A tényleges távolság közötti hüvelyek a fő irányt, s a root nyakán a főtengely határozza meg a leírt módszerrel a hajtórúd hüvelyek. A névleges tervezési clearance 0.005 mm. Ha a tényleges tervezés clearance kisebb, mint a határérték, akkor újra használja a beszúr telepített. Ha a különbség nagyobb, mint a határérték, cserélje ki a betétet ezek a nyakukat újakra (névleges vastagság).
Ha a főtengely csapjai elkoptak és 0,25 mm-es átmérőcsökkenéssel a javítási méretre csiszolódtak, cserélje ki a betéteket javítóakra (megnövekedett vastagság).
A nyakakat a kopás mellett csiszolják, ha vannak rajta bevágások és karcolások, vagy ha az ovális 0,004 mm-nél nagyobb, a kúposság pedig 0,005 mm-nél nagyobb, ami 0,25 mm-rel csökkenti az átmérőt.
Figyelmeztetések: A főtengely főcsapjainak javítási méretre való újraköszörülésekor a főtengely első pofájára megfelelő bélyegzőt kell helyezni, például "K 0,25". A recézett módszerrel készült csapszegekkel ellátott főtengelyeket nem lehet újra köszörülni, és a csapok elhasználódása esetén ki kell cserélni.
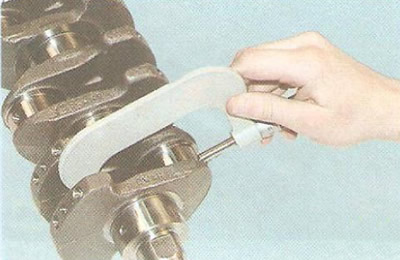
23. Ellenőrizze a középső főcsap nyomóperemeinek párhuzamosságát: ha nem párhuzamosak, akkor a főtengely meg van hajlítva és ki kell cserélni.
24. Öblítse át a főtengely csatornáit úgy, hogy benzint önt a radiális csatornákba, miután először az egyik oldalon fadugóval bedugta őket. Várjon legalább 20 percet, és öblítse át a csatornákat benzinnel, befecskendezve egy gumiburával. A csatlakozó csatornák átöblítése után távolítsa el a fadugókat. Ha szükséges, ismételje meg az öblítést, amíg a tiszta benzin ki nem folyik.
25. Tisztítsa meg a dugattyúcsapok felületét a lakklerakódásoktól, először oldószerben meglágyította azokat. Vizsgálja meg az ujjait. Ha repedéseket, túlzott kopást, ahol érintkeznek a dugattyúfejekkel, vagy a felső hajtórúdfej elfordulásának jeleit találja, cserélje ki a csapokat.
Megjegyzés: A dugattyúcsapok és a dugattyúfej furatai nagy pontossággal készülnek. Ezért a dugattyúcsapokat 17,990-17,995 mm névleges átmérővel gyártják, 0,01-0,02 mm-es rést biztosítva közöttük és a dugattyúfejeken lévő furatok között.
Ellenőrizze a dugattyúcsap és a dugattyú illeszkedését úgy, hogy egy korábban motorolajjal megkent csapot helyez be a dugattyúfej furatába. 20°C-os környezeti hőmérsékleten a csapnak be kell jutnia a lyukba, amikor a hüvelykujjával megnyomja, és nem kell kiesnie a dugattyúból, amikor a dugattyú függőleges helyzetben van a dugattyúcsappal. A főnökből kieső ujjat le kell cserélni egy másikra. Ha a csap ismét kiesik, cserélje ki a dugattyút a csapra.
Hasznos tanács: Ha új cserealkatrészei vannak, ne használja újra a préselt dugattyúcsapokat.
[A cikk eredeti forrása a weboldal: «CHEVYMAN.ru»]