
Po rozebraniu należy dokładnie umyć części naftą, osuszyć je sprężonym powietrzem i wysuszyć (szczególnie kanały olejowe części).
1. Sprawdź blok, zwracając szczególną uwagę na łożyska wału korbowego. Pęknięcia w jakimkolwiek miejscu bloku są niedopuszczalne.
Przydatna wskazówka: Jeśli podejrzewasz pęknięcia w bloku (przedostanie się środka chłodzącego do skrzyni korbowej lub oleju do środka chłodzącego), sprawdź szczelność bloku na specjalnym stojaku. Przeprowadź kontrolę w warsztatach naprawczych wyposażonych w odpowiedni sprzęt.
2. Obejrzyj cylindry z obu stron. Nie dopuszcza się zarysowań, zadziorów i pęknięć.
Przydatna porada: Podczas kontroli cylindrów zalecamy oświetlenie luster cylindrów przenośną lampą – dzięki temu wady będą znacznie lepiej widoczne.
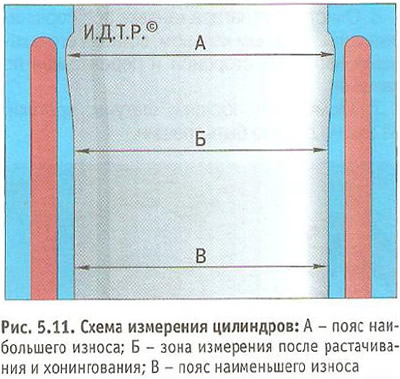
3. Za pomocą czujnika średnicy określ rzeczywistą średnicę cylindrów. Zmierz średnicę cylindra w trzech strefach (rysunek 5.11). W każdym pasie średnicę mierzy się w dwóch prostopadłych do siebie kierunkach (podłużne i poprzeczne). W obszarze powyżej pasa A (w odległości 5 mm od płaszczyzny złącza z głowicą bloku) cylindry są praktycznie odporne na zużycie. Różnicę wielkości w tej strefie i w innych pasach można wykorzystać do oceny zużycia cylindrów. Nominalny rozmiar cylindra dla silnika F16D wynosi (79±0,25) mm, dla silnika F18D - (81,6±0,25) mm. Owalność i stożek dla silnika F16D nie powinny przekraczać 0,0065 mm, dla silnika F18D - 0,013 mm. Jeżeli maksymalna wartość zużycia jest większa niż 0,15 mm lub odchyłka owalności przekracza określoną wartość, należy ponownie rozwiercić cylindry do najbliższego nadwymiaru tłoka (zwiększone o 0,25 lub 0,50 mm), pozostawiając 0,03 mm naddatku na honowanie na średnicy. Następnie należy honować cylindry, zachowując taką średnicę, aby podczas montażu wybranego tłoka naprawczego obliczona szczelina między nim a cylindrem wynosiła 0,03 mm. Przeprowadzanie wykrywania usterek, rozwiercania i honowania bloku w warsztatach wyposażonych w specjalistyczny sprzęt.

4. Sprawdzić odchylenia od płaskości powierzchni styku bloku z głowicą cylindra. Zamontuj zacisk (lub władca) do samolotu:
- w środku bloku;
- w kierunku poprzecznym i podłużnym;
- wzdłuż przekątnych płaszczyzny. W każdym położeniu należy użyć płaskiego szczelinomierza, aby określić szczelinę między zaciskiem a płaszczyzną. Będzie to odchylenie od płaskości. Jeżeli odchylenie jest większe niż 0,1 mm, należy wymienić blok.
5. Oczyść dolną część tłoka z osadów węglowych za pomocą skrobaka (można zrobić ze starego pliku).
6. Oczyść rowki pierścieni tłokowych z osadów węglowych za pomocą starego pierścienia, wkładając go do rowka zewnętrzną stroną i tocząc wzdłuż rowka.
7. Sprawdź tłoki, korbowody i pokrywy: nie powinny mieć żadnych pęknięć.

8. Sprawdź łożyska: jeśli na powierzchni roboczej zauważysz zarysowania, rysy lub rozwarstwienie warstwy przeciwciernej, wymień łożyska na nowe. Wszystkie łożyska korbowodowe są identyczne i zamienne.

9. Zmierz średnicę tłoka w płaszczyźnie prostopadłej do osi sworznia tłokowego, w odległości 19 mm od krawędzi płaszcza. Średnica nominalna tłoka dla silnika F16D wynosi (78,97±0,15) mm, dla silnika F18D - (81,59±0,15) mm, średnice tłoków naprawczych powiększono o 0,25 i 0,50 mm. Na podstawie wyników pomiarów określić szczelinę między tłokiem a cylindrem; W razie konieczności należy wybrać nowe tłoki do cylindrów. Obliczony luz między tłokiem a cylindrem (na nowe części) wynosi 0,03 mm. Określa się ją poprzez pomiar cylindrów i tłoków, a uzyskuje się ją poprzez zamontowanie tłoków o rozmiarach nominalnych lub naprawczych. Maksymalna dopuszczalna szczelina (gdy części się zużywają) 0,15 mm. Jeżeli luz w używanym silniku przekracza 0,15 mm, należy dobrać tłoki o wymiarach nominalnych do cylindrów lub zamontować tłoki o wymiarach naprawczych z rozwierceniem i honowaniem cylindrów: luz powinien być jak najbardziej zbliżony do obliczonego.

10. Sprawdź luz wysokości pomiędzy rowkami tłoka i pierścieniami za pomocą płaskiego szczelinomierza, wkładając pierścień w odpowiedni rowek. Luz nominalny (obliczony) dla obu pierścieni uszczelniających wynosi 0,020 mm. Jeśli pierścień jest zbyt wysoki, a przerwa zbyt mała, należy wyrównać wysokość pierścienia do pożądanej wartości poprzez przeszlifowanie go papierem ściernym położonym na szklanej płytce.

11. Sprawdź szczelinę w pierścieniu zabezpieczającym za pomocą płaskiego szczelinomierza, wsuwając pierścień do cylindra na głębokość około 30 mm.
Przydatna wskazówka: Aby zamontować pierścień bez przechylania, wsuń pierścień głębiej w cylinder z tłokiem.
12. Szczelina powinna wynosić 0,3 mm dla obu pierścieni uszczelniających i 0,4-1,4 mm dla pierścienia zgarniającego olej. Jeżeli szczelina jest niewystarczająca, należy spiłować stykające się powierzchnie pierścienia. Jeżeli szczelina przekracza dopuszczalną wartość, należy wymienić pierścień.
13. Wszystkie tłoki o wymiarach nominalnych i naprawczych są wykonane z dużą precyzją i nie wymagają wstępnego sortowania i selekcji według wagi. W razie konieczności w poszczególnych cylindrach można zamontować używane tłoki, jeżeli są w dobrym stanie. W tym przypadku równowaga silnika nie zostanie zaburzona.
14. Sprawdź luzy między panewkami łożysk korbowodu a odpowiednimi czopami wału korbowego.

Uwaga: Zasada pomiaru szczeliny polega na spłaszczeniu specjalnego plastikowego drutu kalibracyjnego i zmierzeniu szerokości powstałego odcisku.

Do pomiaru szczeliny między czopem wału a panewkami łożyska stosuje się kawałek drutu kalibracyjnego, którego długość jest o 2 mm krótsza od szerokości panewki łożyska.
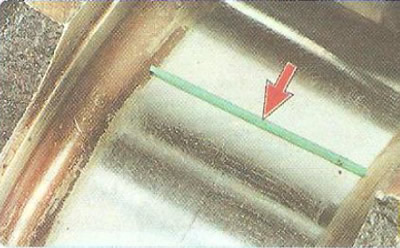
Wskaźnik umiejscowiony jest osiowo na szyjce wału.

...i przykryj pokrywką z zamontowaną wkładką. Aby zapobiec przesunięciu się wskaźnika podczas montażu pokrywy, można go "przykleić" do czopu wału cienką warstwą jednolitego smaru.
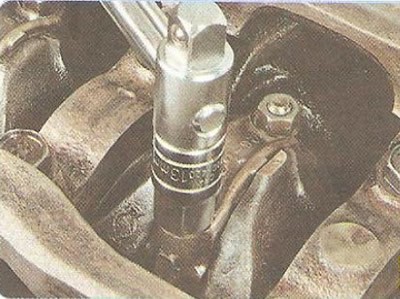
Nakrętki pokrywy należy dokręcić określonym momentem obrotowym. Następnie odkręć nakrętki i ostrożnie zdejmij pokrywę z wkładką.
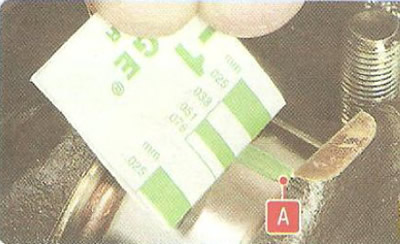
Za pomocą specjalnego szablonu pomiarowego zmierz szerokość odcisku spłaszczonego drutu kalibracyjnego. Na czopie wału A... może pozostać odcisk.
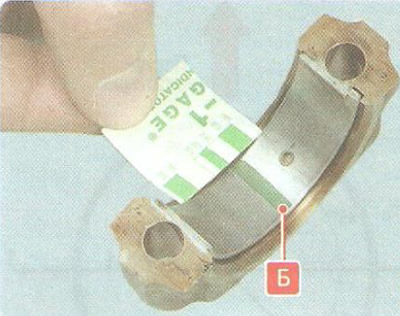
...lub wstaw B. Odstęp w połączeniu określa się za pomocą specjalnej tabeli konwersji zastosowanej do szablonu.
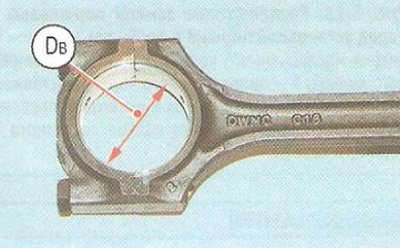
15. Jeżeli nie posiadasz specjalnego przewodu kalibracyjnego, możesz posłużyć się mechanicznymi przyrządami pomiarowymi. W tym celu należy za pomocą otworu zmierzyć średnicę wewnętrzną Db gniazda korbowodu zmontowanego z pokrywą.
Uwaga: Przed pomiarem dokręć śruby korbowodu określonym momentem obrotowym.

16. Zmierz grubość T panewek korbowodu za pomocą mikrometru.
Przydatna wskazówka: Jeśli nie posiadasz specjalnej nasadki do mikrometru, która pozwoli Ci zmierzyć wklęsłą powierzchnię wkładki, możesz posłużyć się małą kulką. Po zmierzeniu wkładki należy odjąć średnicę kulki od otrzymanego rozmiaru.
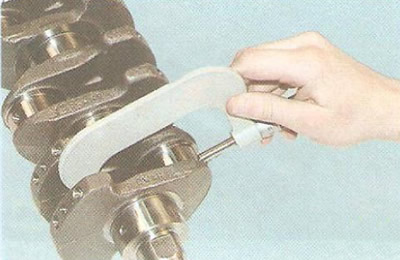
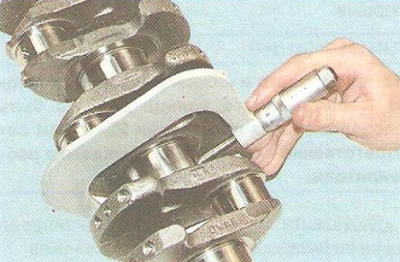
17. Zmierz średnicę Dh czopów korbowodu za pomocą mikrometru.
18. Obliczyć luz z między tulejami korbowodowymi a czopami wału korbowego według wzoru z = Dv - 2T - Dn. Nominalny luz konstrukcyjny wynosi 0,019-0,070 mm. Jeśli rzeczywisty luz konstrukcyjny jest mniejszy niż luz graniczny, można ponownie użyć zamontowanych tulei bieżnych. Jeśli luz jest większy niż luz graniczny, należy wymienić panewki na tych czopach na nowe panewki (grubość nominalna).
Jeżeli czopy wału korbowego są zużyte i oszlifowane do rozmiaru naprawy zmniejszonego o 0,25 mm, należy wymienić tuleje na zamienne (zwiększona grubość).
Czopy szlifuje się, oprócz obecności ogólnego zużycia, jeżeli mają wyszczerbienia i rysy lub owalność jest większa niż 0,004 mm, a stożek jest większy niż 0,005 mm.
Ostrzeżenia: Podczas szlifowania czopów korbowych wału korbowego do rozmiaru naprawczego, pierwsza szczęka wału korbowego musi być odpowiednio oznaczona, np. "W 0,25". Wały korbowe, których szyjki są wykonane przez radełkowanie, nie podlegają ponownemu szlifowaniu, a zużyte szyjki należy wymienić.

19. Sprawdź górne i dolne panewki łożysk głównych. Panewki centralnego (trzeciego) łożyska głównego różnią się od pozostałych większą szerokością. Dodatkowo na ich końcach bocznych wykonane są szerokie kołnierze, które spełniają rolę półpierścieni nośnych łożyska oporowego wału korbowego. W przypadku wystąpienia zarysowań, zarysowań lub rozwarstwienia warstwy przeciwciernej na powierzchni roboczej tulei, należy wymienić tuleje na nowe.
Ostrzeżenie: Nie należy wykonywać żadnych czynności regulacyjnych na wkładkach.
20. Sprawdź wał korbowy. Pęknięcia są niedopuszczalne. Na powierzchniach stykających się z krawędziami roboczymi uszczelek nie powinno być żadnych zarysowań, wyszczerbień ani rowków. Jeżeli takowe występują, należy wymienić wał.
21. Sprawdź luzy między panewkami łożysk głównych a czopami głównymi wału korbowego, stosując tę samą procedurę, co w przypadku łożysk korbowodu.
22. Jeśli nie ma specjalnego drutu kalibracyjnego, można użyć mechanicznych urządzeń pomiarowych. W tym celu należy zmierzyć średnicę zewnętrzną szyjek Dn za pomocą mikrometru. Rzeczywisty luz między panewkami łożysk głównych a czopami głównymi wału korbowego jest określany metodą określoną dla tulei korbowodów. Nominalny luz konstrukcyjny wynosi 0,005 mm. Jeśli rzeczywisty luz konstrukcyjny jest mniejszy niż luz graniczny, można ponownie użyć zamontowanych tulei bieżnych. Jeśli luz jest większy niż luz graniczny, należy wymienić tuleje na tych czopach na nowe tuleje (grubość nominalna).
Jeżeli czopy wału korbowego są zużyte i oszlifowane do rozmiaru naprawy ze zmniejszeniem średnicy o 0,25 mm, należy wymienić tuleje na zamienne (zwiększona grubość).
Szyjki szlifuje się, oprócz obecności śladów zużycia, jeśli mają wyszczerbienia i rysy lub ich owalność jest większa niż 0,004 mm, a stożek jest większy niż 0,005 mm, zmniejszając średnicę o 0,25 mm.
Ostrzeżenia: Podczas szlifowania głównych czopów wału korbowego do rozmiaru naprawy, na pierwszym policzku wału korbowego należy umieścić odpowiedni stempel, np. "K 0,25". Wałów korbowych z rowkami na czopach wykonanymi metodą radełkowania nie można szlifować i należy je wymienić, gdy czopy ulegną zużyciu.
23. Sprawdź równoległość kołnierzy oporowych środkowego czopu głównego: jeżeli nie są równoległe, wał korbowy jest wygięty i należy go wymienić.
24. Przepłucz kanały wału korbowego wlewając benzynę do kanałów promieniowych, po uprzednim zatkaniu ich z jednej strony drewnianymi korkami. Odczekaj co najmniej 20 minut, a następnie przepłucz kanały benzyną, wstrzykując ją przy użyciu gumowej gruszki. Po przepłukaniu kanałów łączących należy usunąć korki drewniane. W razie konieczności powtórz płukanie, aż zacznie wypływać czysta benzyna.
25. Oczyścić powierzchnie sworzni tłokowych z osadów lakieru, zmiękczając je uprzednio rozpuszczalnikiem. Przyjrzyj się swoim palcom. W przypadku stwierdzenia pęknięć, nadmiernego zużycia w miejscach styku z piastami tłoka lub oznak obracania się górnej głowicy korbowodu, należy wymienić sworznie.
Uwaga: Sworznie tłokowe i otwory w piastach tłoka są wykonane z dużą precyzją. Dlatego sworznie tłokowe są produkowane ze średnicą nominalną 17,990-17,995 mm, przy czym między sworzniami a otworami w piastach tłoka pozostaje szczelina wynosząca 0,01-0,02 mm.
Sprawdź dopasowanie sworznia tłokowego do tłoka, wkładając sworzeń, uprzednio nasmarowany olejem silnikowym, do otworu w piaście tłoka. W temperaturze otoczenia wynoszącej 20°C sworzeń powinien wejść w otwór po naciśnięciu kciukiem i nie wypadać z piasty, gdy tłok znajduje się w pozycji pionowej ze sworzniem tłokowym. Palec, który wypadnie z guza, należy zastąpić innym. Jeśli sworzeń wypadnie ponownie, należy zastąpić tłok sworzniem.
Przydatna wskazówka: Jeżeli posiadasz nowy zestaw części zamiennych, nie używaj ponownie sprasowanych sworzni tłokowych.