
După dezasamblare, spălați bine piesele cu kerosen, suflați-le și uscați-le cu aer comprimat (în special canalele de ulei ale pieselor).
1. Inspectați blocul, acordând o atenție deosebită lagărelor arborelui cotit. Nu sunt permise fisuri în orice loc al blocului.
Sfat util: Dacă bănuiți că există fisuri în bloc (lichid de răcire care intră în carter sau ulei care intră în lichidul de răcire), verificați etanșeitatea blocului pe un suport special. Efectuați inspecția în atelierele de reparații care au echipamentul corespunzător.
2. Inspectați cilindrii din ambele părți. Nu sunt permise zgârieturi, bavuri și crăpături.
Sfat util: La inspectarea cilindrilor, vă recomandăm să iluminați oglinzile cilindrilor cu o lampă portabilă - astfel, defectele sunt mult mai vizibile.
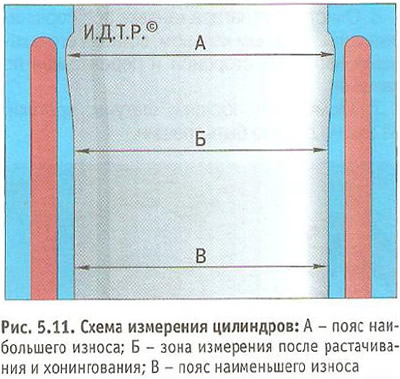
3. Folosiți un diametru pentru a determina diametrele reale ale cilindrilor. Măsurați diametrul cilindrului în trei zone (Fig. 5.11). În fiecare centură, diametrul este măsurat în două direcții reciproc perpendiculare (longitudinale şi transversale). În zona de deasupra centurii A (la o distanţă de 5 mm de planul conectorului cu capul blocului) cilindrii sunt practic fără uzură. Diferența de mărime din această zonă și din celelalte curele poate fi folosită pentru a aprecia uzura cilindrilor. Dimensiunea nominală a cilindrului pentru motorul F16D este (79±0,25) mm, pentru motorul F18D - (81,6±0,25) mm. Ovalitatea și conicitatea pentru motorul F16D nu trebuie să depășească 0,0065 mm, pentru motorul F18D - 0,013 mm. Dacă valoarea maximă a uzurii este mai mare de 0,15 mm sau dacă nerotunjimea depășește valoarea specificată, găuriți cilindrii la cea mai apropiată supradimensionare a pistonului (crescut cu 0,25 sau 0,50 mm), lăsând o toleranță de 0,03 mm pe diametru pentru șlefuire. Apoi șlefuiți cilindrii, menținând un diametru astfel încât la instalarea pistonului de reparare selectat, distanța calculată între acesta și cilindru să fie de 0,03 mm. Efectuați detectarea defectelor, alezarea și șlefuirea blocului în ateliere cu echipamente speciale.

4. Verificați abaterea de la planeitatea suprafeței îmbinării blocului cu chiulasa. Atașați un șubler (sau un conducător) spre avion:
- în mijlocul blocului;
- în direcții transversale și longitudinale;
- de-a lungul diagonalelor planului. În fiecare poziție, utilizați un ecartament plat pentru a determina distanța dintre etrier și avion. Aceasta va fi abaterea de la planeitate. Dacă abaterea este mai mare de 0,1 mm, înlocuiți blocul.
5. Curăţaţi fundul pistonului de depunerile de carbon cu o racletă (poate fi făcut dintr-un fișier vechi).
6. Curăţaţi canelurile segmentului pistonului de depunerile de carbon folosind un inel vechi, introducându-l în canelura cu partea exterioară şi rulându-l de-a lungul canelurii.
7. Inspectați pistoanele, bielele și capacele: nu trebuie să existe crăpături pe ele.

8. Inspectați rulmenții: dacă găsiți zgârieturi, zgârieturi sau delaminare a stratului antifricțiune pe suprafața de lucru, înlocuiți rulmenții cu alții noi. Toți rulmenții de biele sunt identici și interschimbabili.

9. Măsurați diametrul pistonului într-un plan perpendicular pe axa bolțului pistonului, la o distanță de 19 mm de marginea mantalei. Diametrul nominal al pistonului pentru motorul F16D este (78,97±0,15) mm, pentru motorul F18D - (81,59±0,15) mm, diametrele pistoanelor de reparație sunt mărite cu 0,25 și 0,50 mm. Pe baza rezultatelor măsurătorii, determinați distanța dintre piston și cilindru; dacă este necesar, selectați pistoane noi pentru cilindri. Jocul calculat între piston și cilindru (pentru piese noi) este de 0,03 mm. Se determină prin măsurarea cilindrilor și pistoanelor și se asigură prin instalarea pistoanelor de dimensiuni nominale sau reparate. Distanța maximă admisă (când piesele se uzează) 0,15 mm. Dacă jocul unui motor folosit depășește 0,15 mm, este necesar să selectați pistoane de dimensiunea nominală pentru cilindri sau să instalați pistoane de dimensiunea reparației cu alezarea și șlefuirea cilindrilor: jocul trebuie să fie cât mai aproape de cel calculat.

10. Verificați jocul de înălțime dintre canelurile pistonului și inele folosind un calibre plat, introducând inelul în canelura corespunzătoare. Jocul nominal (calculat) pentru ambele inele de compresie este de 0,020 mm. Dacă inelul este prea mare și decalajul este prea mic, aduceți înălțimea inelului la valoarea dorită șlefuindu-l pe șmirghel așezat pe o placă de sticlă.

11. Verificați spațiul din blocarea inelului cu un ecartament plat instalând inelul în cilindru la o adâncime de aproximativ 30 mm.
Sfat util: Pentru a instala inelul fără înclinare, împingeți inelul mai adânc în cilindru cu pistonul.
12. Distanța ar trebui să fie de 0,3 mm pentru ambele inele de compresie și de 0,4-1,4 mm pentru inelul de raclere a uleiului. Dacă golul nu este suficient, pileți suprafețele de împerechere ale inelului. Dacă spațiul depășește limita admisă, înlocuiți inelul.
13. Toate pistoanele de dimensiuni nominale și de reparare sunt fabricate cu un grad ridicat de precizie și nu necesită sortare și selecție prealabilă în funcție de greutate. Dacă este necesar, pistoanele uzate pot fi instalate în cilindri individuali dacă sunt în stare bună. În acest caz, echilibrul motorului nu va fi perturbat.
14. Verificați jocurile dintre carcasele lagărelor bielei și fuselele corespunzătoare ale arborelui cotit.

Notă: Principiul măsurării intervalului este de a aplatiza un fir special de calibrare din plastic și de a măsura lățimea amprentei rezultate.

Pentru a măsura distanța dintre suportul arborelui și carcasele rulmentului, se folosește o bucată de sârmă de calibrare, a cărei lungime este cu 2 mm mai mică decât lățimea carcasei rulmentului.
Indicatorul este situat în direcția axială pe gâtul arborelui...

...și acoperiți cu un capac cu o inserție instalată. Pentru a preveni deplasarea gabaritului la instalarea capacului, acesta poate fi "lipit" de jurnalul arborelui cu un strat subțire de unsoare consistentă.
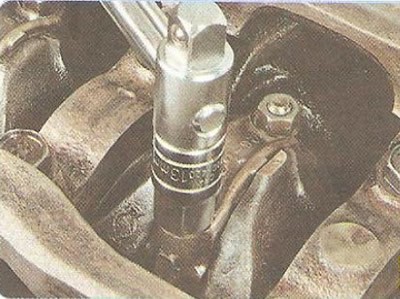
Piulițele capacului sunt strânse la cuplul specificat. După aceasta, deșurubați piulițele și îndepărtați cu grijă capacul cu inserția.
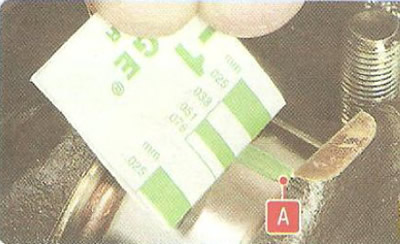
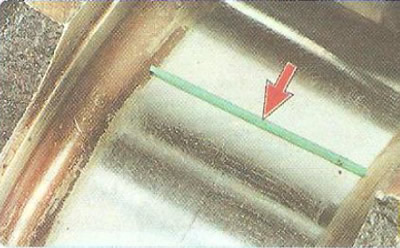
Folosind un șablon special de măsurare, măsurați lățimea amprentei firului de calibrare aplatizat. O amprentă poate rămâne pe jurnalul puțului A.
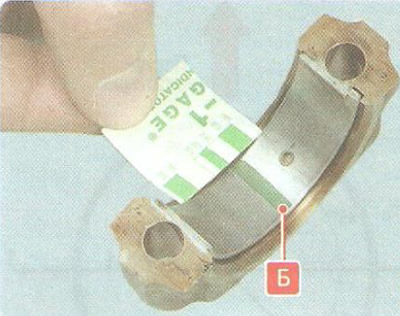
...sau introduceți B. Decalajul din conexiune este determinat folosind un tabel special de conversie aplicat șablonului.
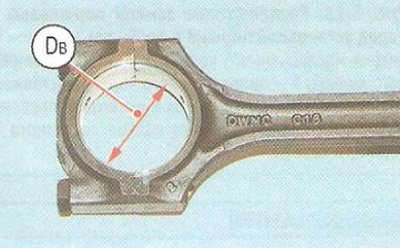
15. Dacă nu există un fir special de calibrare, puteți utiliza instrumente mecanice de măsură. Pentru a face acest lucru, utilizați un calibre pentru a măsura diametrul interior Db al locașului bielei asamblat cu capac.
Notă: Strângeți șuruburile bielei la cuplul specificat înainte de măsurare.

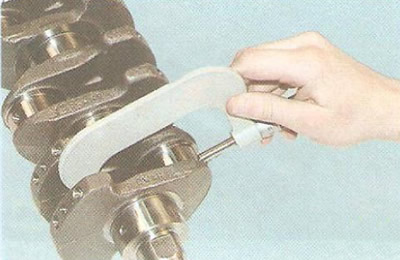
16. Se măsoară grosimea T a lagărelor de biele cu un micrometru.
Sfat util: Dacă nu aveți un atașament special pe micrometru pentru a măsura suprafața concavă a căptușelii, puteți folosi o minge mică. După măsurarea căptușelii, trebuie să scădeți diametrul mingii din dimensiunea rezultată.
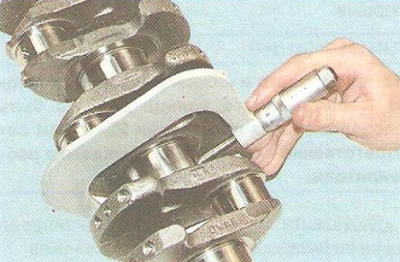
17. Se măsoară cu un micrometru diametrul Dh al fustelor de biele.
18. Calculați jocul z dintre garniturile de bielă și axele arborelui cotit folosind formula z = Dv - 2T - Dn. Jocul nominal de proiectare este de 0,019-0,070 mm. Dacă jocul de proiectare real este mai mic decât jocul limită, garniturile care au fost instalate pot fi utilizate din nou. Dacă jocul este mai mare decât jocul limită, înlocuiți învelișurile de pe aceste știfturi cu învelișuri noi (grosimea nominală).
Dacă suporturile arborelui cotit sunt uzate și șlefuite până la o dimensiune de reparație redusă cu 0,25 mm, înlocuiți căptușele cu altele de reparație (grosime crescută).
Jurnalele sunt șlefuite, pe lângă prezența uzurii generale, dacă prezintă zgârieturi și zgârieturi sau ovalitatea este mai mare de 0,004 mm, iar conicitatea este mai mare de 0,005 mm.
Avertismente: Atunci când șlefuiți din nou suporturile arborelui cotit la dimensiunea reparației, pe prima bandă a arborelui cotit trebuie plasată o ștampilă corespunzătoare, de exemplu, "Ø 0,25". Arborii cotiți cu fileuri de fuste realizate prin metoda de moletare nu pot fi remolați și trebuie înlocuiți atunci când fuselele sunt uzate.

19. Inspectați carcasele lagărelor principale superioare și inferioare. Garniturile lagărului principal central (al treilea) diferă de celelalte prin lățimea lor mai mare. În plus, la capetele lor laterale sunt realizate flanșe largi, care joacă rolul de semi-inele de susținere a lagărului axial arborelui cotit. Dacă există zgârieturi, zgârieturi sau delaminare a stratului antifricțiune pe suprafața de lucru a căptușelilor, înlocuiți căptușelile cu altele noi.
Atenție: Nu efectuați nicio operațiune de reglare pe căptușeli.
20. Inspectați arborele cotit. Nu sunt permise fisuri. Nu trebuie să existe zgârieturi, zgârieturi sau caneluri pe suprafețele care se potrivesc cu marginile de lucru ale garniturii. Dacă se găsesc, înlocuiți arborele.
21. Verificați jocurile dintre carcasele lagărelor principale și fuselele principale ale arborelui cotit folosind aceeași procedură ca și pentru rulmenții bielei.
22. Dacă nu este disponibilă o sârmă de calibrare specială, se pot utiliza instrumente de măsurare mecanice. Pentru a face acest lucru, măsurați diametrul exterior Dn al periilor principali cu un micrometru. Jocul real dintre învelișurile rulmenților principali și axele principale ale arborelui cotit se determină prin metoda descrisă pentru garniturile de bielă. Jocul nominal de proiectare este de 0,005 mm. În cazul în care jocul real de proiectare este mai mic decât jocul limită, garniturile care au fost instalate pot fi reutilizate. Dacă jocul este mai mare decât jocul limită, înlocuiți învelișurile de pe aceste butuci cu învelișuri noi (grosimea nominală).
Dacă suporturile arborelui cotit sunt uzate și șlefuite la dimensiunea reparației cu o reducere a diametrului de 0,25 mm, înlocuiți căptușele cu altele de reparație (grosime crescută).
Gâturile sunt șlefuite, pe lângă prezența uzurii, dacă prezintă zgârieturi și zgârieturi sau ovalitatea este mai mare de 0,004 mm, iar conicitatea este mai mare de 0,005 mm, reducând diametrul cu 0,25 mm.
Avertismente: Când reașezați suporturile principale ale arborelui cotit la dimensiunea de reparație, trebuie plasată o ștampilă corespunzătoare pe primul obraz al arborelui cotit, de exemplu, "K 0,25". Arborii cotiți cu fileuri de fuste realizate prin metoda de moletare nu pot fi remolați și trebuie înlocuiți atunci când fuselele sunt uzate.
23. Verificati paralelismul flanselor de tractiune ale fusului principal mijlociu: daca acestea nu sunt paralele, arborele cotit este indoit si trebuie inlocuit.
24. Spălați canalele arborelui cotit turnând benzină în canalele radiale, astupându-le mai întâi pe o parte cu dopuri de lemn. Așteptați cel puțin 20 de minute și clătiți canalele cu benzină, injectând-o cu un bec de cauciuc. Scoateți dopurile de lemn după spălarea canalelor de conectare. Dacă este necesar, repetați spălarea până când curge benzina curată.
25. Curățați suprafețele știfturilor pistonului de depunerile de lac, înmuiindu-le mai întâi într-un solvent. Examinează-ți degetele. Dacă se găsesc crăpături, uzură excesivă la locul în care acestea intră în contact cu bofurile pistonului sau semne de rotire în capul superior al bielei, înlocuiți știfturile.
Notă: Știfturile pistonului și găurile pentru boturile pistonului sunt fabricate cu mare precizie. Prin urmare, știfturile de piston sunt fabricate cu un diametru nominal de 17,990-17,995 mm, oferind un spațiu de 0,01-0,02 mm între aceștia și orificiile din bofurile pistonului.
Verificați împerecherea știftului pistonului cu pistonul introducând un bolț, lubrifiat în prealabil cu ulei de motor, în orificiul din boful pistonului. La o temperatură ambiantă de 20°C, știftul ar trebui să intre în orificiu atunci când este apăsat de degetul mare și să nu cadă din bof când pistonul este în poziție verticală cu bolțul pistonului. Un deget care cade din șef ar trebui înlocuit cu altul. Dacă știftul cade din nou, înlocuiți pistonul cu știftul.
Sfat util: Dacă aveți un set nou de piese de schimb, nu reutilizați știfturile de piston presate.
(Articolul a fost împrumutat de pe site chevyman)