
Након растављања, делове темељно оперите керозином, дувајте и осушите компримованим ваздухом (посебно уљне канале делова).
1. Прегледајте блок, обраћајући посебну пажњу на лежајеве радилице. Пукотине на било ком месту блока нису дозвољене.
Користан савет: Ако сумњате на пукотине у блоку (расхладна течност улази у кућиште радилице или уље улази у расхладну течност), проверите заптивеност блока на посебном постољу. Преглед извршите у сервисима који имају одговарајућу опрему.
2. Прегледајте цилиндре са обе стране. Огреботине, неравнине и пукотине нису дозвољене.
Користан савет: Приликом прегледа цилиндара препоручујемо да се огледала цилиндра осветле преносном лампом – на тај начин су недостаци много видљивији.
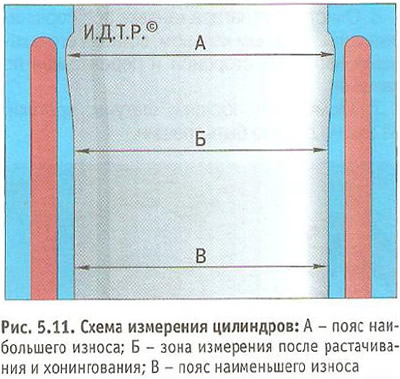
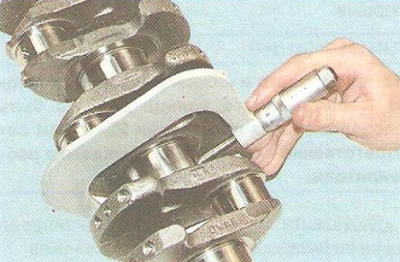
3. Користите мерач проврта да одредите стварне пречнике цилиндара. Измерити пречник цилиндра у три зоне (слика 5.11). У сваком појасу, пречник се мери у два међусобно окомита правца (уздужни и попречни). У подручју изнад појаса А (на удаљености од 5 мм од равни споја са главом цилиндра), цилиндри практично нису истрошени. Разлика у величини у овој зони и у другим каишевима може се користити за суђење истрошености цилиндара. Називна величина цилиндра за мотор F16D је (79±0,25) мм, за мотор F18D - (81,6±0,25) мм. Овалност и конус за мотор F16D не би требало да прелази 0,0065 мм, за мотор F18D - 0,013 мм. Ако је максимална вредност хабања већа од 0,15 мм или заобљеност премашује наведену вредност, избушите цилиндре до најближе величине клипа (повећано за 0,25 или 0,50 мм), остављајући на пречнику 0,03 мм простора за хоновање. Затим брусите цилиндре, одржавајући пречник такав да приликом уградње одабраног клипа за поправку, израчунати размак између њега и цилиндра буде 0,03 мм. Спровести детекцију кварова, бушење и брушење блока у радионицама са специјалном опремом.

4. Проверите одступање од равности површине блока споја са главом цилиндра. Нанесите калипер (или лењир) на раван:
- у средини блока;
- у попречном и уздужном правцу;
- по дијагоналама равни. У сваком положају користите равни мерач да бисте одредили размак између чељусти и равни. Ово ће бити одступање од равности. Ако је одступање веће од 0,1 мм, замените блок.
5. Очистите дно клипа од наслага угљеника помоћу стругача (може се направити од старе турпије).
6. Очистите жлебове клипних прстенова од наслага угљеника помоћу старог прстена тако што ћете га спољном страном убацити у жлеб и котрљати дуж жлеба.
7. Прегледајте клипове, клипњаче и поклопце: на њима не би требало бити пукотина.

8. Прегледајте лежајеве: ако нађете огреботине, огреботине или раслојавање антифрикционог слоја на радној површини, замените лежајеве новим. Сви лежајеви клипњаче су идентични и заменљиви.

9. Измерити пречник клипа у равни окомитој на осу клипа, на растојању од 19 мм од ивице сукње. Називна величина клипа за мотор F16D је - (78,97±0,15) мм, за мотор F18D - (81,59±0,15) мм, пречници ремонтних клипова повећани за 0,25 и 0,50 мм. На основу резултата мерења одредите размак између клипа и цилиндра; ако је потребно, изаберите нове клипове за цилиндре. Израчунати зазор између клипа и цилиндра (за нове делове) је 0,03 мм. Одређује се мерењем цилиндара и клипова и обезбеђује се уградњом клипова називних или ремонтних величина. Максимални дозвољени зазор (због хабања делова) је 0,15 мм. Ако зазор коришћеног мотора прелази 0,15 мм, потребно је одабрати клипове номиналне величине за цилиндре или уградити клипове величине за поправку са бушењем и хоновањем цилиндара: зазор треба да буде што је могуће ближи израчунатом.

10. Проверите висински зазор између жлебова клипа и прстенова помоћу равног мерача тако што ћете убацити прстен у одговарајући жлеб. Номинални (прорачунати) зазор за оба компресиона прстена је 0,020 мм. Ако је прстен превисок, а размак премали, доведите висину прстена на жељену вредност брушењем на брусном папиру постављеном на стаклену плочу.

11. Проверите зазор у прстенастој брави са равним мерачем тако што ћете прстен поставити у цилиндар на дубину од око 30 мм.
Користан савет: Да бисте поставили прстен без нагињања, гурните прстен дубље у цилиндар са клипом.
12. Размак треба да буде 0,3 мм за оба компресиона прстена и 0,4-1,4 мм за прстен за стругање уља. Ако зазор није довољан, турпијајте спојне површине прстена. Ако зазор прелази дозвољену границу, замените прстен.
13. Сви клипови номиналних и ремонтних величина се производе са високим степеном прецизности и не захтевају претходно сортирање и селекцију по тежини. Ако је потребно, коришћени клипови се могу уградити у појединачне цилиндре ако су у добром стању. У овом случају, равнотежа мотора неће бити поремећена.
14. Проверите зазоре између шкољки лежаја клипњаче и одговарајућих рукаваца радилице.

Напомена: Принцип мерења зазора је да се спљошти посебна пластична калибрациона жица и измери ширина резултујућег отиска.

За мерење размака између рукавца вратила и шкољки лежаја користи се комад жице за калибрацију чија је дужина 2 мм краћа од ширине шкољке лежаја.
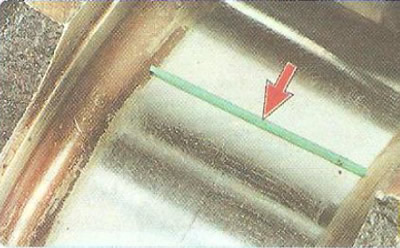
Мерач се налази у аксијалном правцу на врату вратила...

...и поклопити поклопцем са уграђеним уметком. Да би се спречило померање мерача приликом постављања поклопца, може се "залепити" на рукавац вратила танким слојем конзистентне масти.
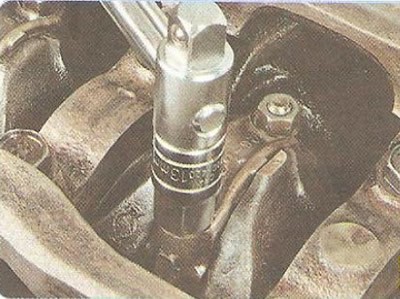
Поклопне матице су затегнуте наведеним моментом. Након тога, одврните матице и пажљиво уклоните поклопац са уметком.
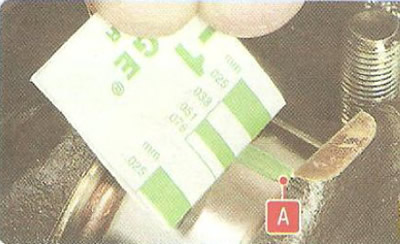
Користећи посебан шаблон за мерење, измерите ширину отиска спљоштене жице за калибрацију. Отисак може остати на глави А... осовине.
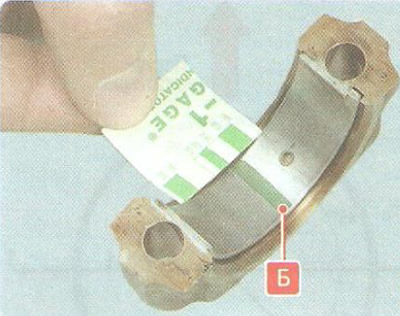
...или убаците Б. Размак у вези се одређује помоћу посебне табеле конверзије примењене на шаблон.
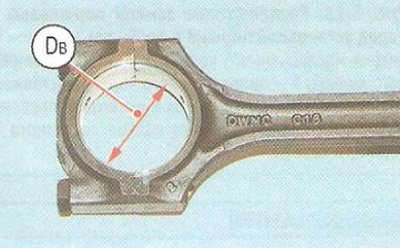
15. Ако нема посебне жице за калибрацију, можете користити механичке мерне инструменте. Да бисте то урадили, измерите унутрашњи пречник помоћу мерача Db склоп седишта клипњаче са поклопцем.
Напомена: Затегните завртње клипњаче на наведени обртни момент пре мерења.

16. Микрометром измерити дебљину Т лежајева клипњаче.
Користан савет: Ако немате посебан додатак на микрометру за мерење конкавне површине кошуљице, можете користити малу куглицу. Након мерења кошуљице, потребно је да од добијете величину одузмете пречник лопте.
17. Измерите пречник микрометром Dh чапке клипњаче.
18. Израчунајте зазор з између лежајева клипњаче и рукаваца радилице користећи формулу з = Дв - 2Т - Дн. Номинални пројектни зазор је 0,019–0,070 мм. Ако је стварни израчунати зазор мањи од максималног, претходно уграђени лежајеви се могу поново користити. Ако је зазор већи од максималног, замените лежајеве на овим чаповима новим (номиналне дебљине).
Ако су рукавци радилице истрошени и брушени до величине поправке смањене за 0,25 мм, замените облоге за поправке (повећане дебљине).
Чапци се брусе, поред присуства опште хабања, ако имају огреботине и огреботине или је овалност већа од 0,004 мм, а конус већа од 0,005 мм.
Упозорења: Приликом поновног брушења рукаваца радилице до величине за поправку, мора се ставити одговарајући печат на прву траку радилице, на пример, "Ш 0,25". Радилице са угаоним рукавцима направљеним методом нарезивања не могу се поново брусити и морају се заменити када су рукавци истрошени.

19. Прегледајте горње и доње шкољке главног лежаја. Облоге централног (трећег) главног лежаја разликују се од осталих по већој ширини. Поред тога, на њиховим бочним крајевима су направљене широке прирубнице, које играју улогу потпорних полупрстенова потисног лежаја радилице. Ако на радној површини облога има огреботина, огреботина или деламинације антифрикционог слоја, замените облоге новим.
Упозорење: Немојте вршити никакве операције подешавања на облогама.
20. Прегледајте радилицу. Пукотине нису дозвољене. На површинама које се спајају са радним ивицама заптивки не би требало бити огреботина, уреза или жљебова. Ако се нађе, замените осовину.
21. Проверите зазоре између шкољки главног лежаја и главних рукаваца радилице користећи исти поступак као и за лежајеве клипњаче.
22. Ако нема посебне жице за калибрацију, можете користити механичке мерне инструменте. Да бисте то урадили, микрометром измерите спољашњи пречник Дн главних рукаваца. Стварни зазор између шкољки главног лежаја и главних рукаваца радилице одређује се методом описаном за лежајеве клипњаче. Номинални пројектни зазор је 0,005 мм. Ако је стварни израчунати зазор мањи од максималног, претходно уграђени лежајеви се могу поново користити. Ако је зазор већи од максималног, замените шкољке лежаја на овим чеповима новим (номиналне дебљине).
Ако су рукавци радилице истрошени и брушени до величине за поправку са смањењем пречника од 0,25 мм, замените кошуљице за поправку (повећане дебљине).
Вратови се брусе, поред присуства хабања, ако имају огреботине и огреботине или је овалност већа од 0,004 мм, а конус је већи од 0,005 мм, смањујући пречник за 0,25 мм.
Упозорења: Приликом поновног брушења главних рукаваца радилице до величине за поправку, мора се ставити одговарајући печат на први образ радилице, на пример, "К 0,25". Радилице са угаоним рукавцима направљеним методом нарезивања не могу се поново брусити и морају се заменити када су рукавци истрошени.
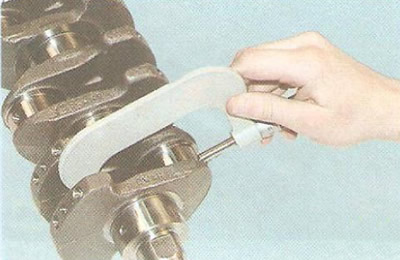
23. Проверите паралелност потисних прирубница средњег главног рукавца: ако нису паралелне, радилица је савијена и мора се заменити.
24. Исперите канале радилице тако што ћете сипати бензин у радијалне канале, претходно их зачепити са једне стране дрвеним чеповима. Сачекајте најмање 20 минута и исперите канале бензином, убризгавајући га гуменом крушком. Уклоните дрвене чепове након испирања прикључних канала. Ако је потребно, поновите испирање све док чисти бензин не исцури.
25. Очистите површине клипова од наслага лака, претходно их омекшавши у растварачу. Прегледајте своје прсте. Ако се пронађу пукотине, прекомерно хабање на месту контакта са главицама клипа или знаци окретања у горњој глави клипњаче, замените клинове.
Напомена: Клипни клинови и отвори за отвор клипа су произведени са великом прецизношћу. Због тога се клипни клинови производе са номиналним пречником од 17,990-17,995 мм, обезбеђујући размак од 0,01-0,02 мм између њих и отвора на главицама клипа.
Проверите спој клипног клипа и клипа уметањем клипа, претходно подмазаног моторним уљем, у отвор на глави клипа. На температури околине од 20°Ц, клин треба да уђе у отвор када се притисне палцем и да не испадне из главе када је клип у вертикалном положају са клипом. Прст који испадне из газде треба заменити другим. Ако клин поново испадне, замените клип клипом.
Користан савет: Ако имате нови сет резервних делова, немојте поново користити притиснуте клипне клинове.