
Dezasamblarea
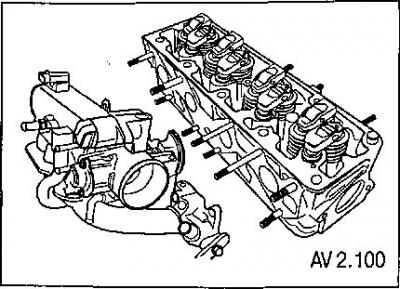
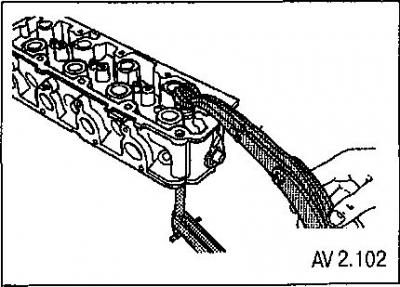
1. Scoateți chiulasa împreună cu galeriile de admisie și evacuare.
2. Scoateți senzorul de temperatură a lichidului de răcire.
3. Scoateți scutul termic al galeriei de evacuare.
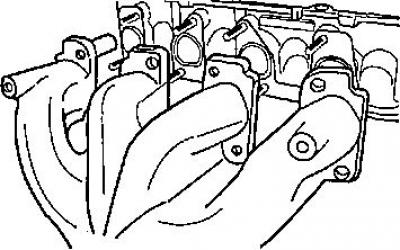
4. Scoateți galeria de evacuare.
5. Scoateți garnitura galeriei de evacuare.
6. Scoateți știfturile galeriei de evacuare.
7. Scoateți bujiile.
8. Scoateți galeria de admisie.
9. Scoateți garnitura galeriei de admisie.
10. Scoateți știfturile galeriei de admisie.
11. Scoateți șuruburile carcasei termostatului.
12. Scoateți carcasa termostatului.
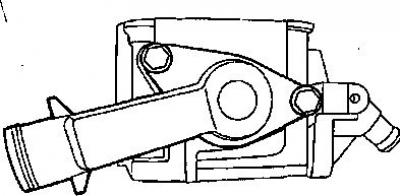
13. Scoateți garnitura termostatului și termostatul.
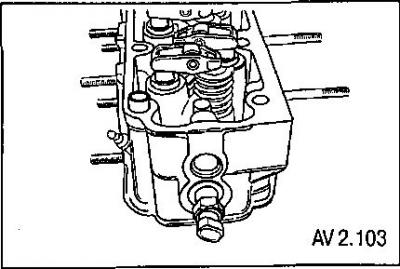
14. Folosind un compresor cu arc de supapă, comprimați arcurile supapei.
15. Scoateți crackerele și îndepărtați plăcile superioare ale arcurilor supapei.
16. Scoateți arcurile supapelor.
17. Scoateți garniturile tijei supapei.
18. Scoateți supapele.
20. Scoateți manșoanele de centrare ale carcasei arborelui cu came.
Reparatie piese
Pentru motoarele descrise, producătorul prevede recuperarea aburului «manșon de ghidare - tija supapei» folosind valve cu tije supradimensionate. În acest caz, bucșa uzată este restaurată prin metoda de desfășurare pentru a repara dimensiunile. Lucrările de această complexitate ar trebui să fie încredințate numai unui mecanic calificat.
|
Arbore cu came |
||
|
Ridicare cu came de admisie |
6,12 mm |
|
|
Ridicarea lobului de evacuare |
6,12 mm |
|
|
Sfârșiți epuizarea |
0,09-0,21 mm |
|
|
Diametrul exterior al arborelui cu came |
№1 |
39.445 mm |
|
№2 |
39.700 mm |
|
|
№3 |
39.945 mm |
|
|
№4 |
40.200 mm |
|
|
№5 |
40,445 mm |
|
|
Diametrul exterior al rulmentului |
№1 |
39.500 mm |
|
№2 |
39.750 mm |
|
|
№3 |
40.000 mm |
|
|
№4 |
40.250 mm |
|
|
№5 |
40.500 mm |
|
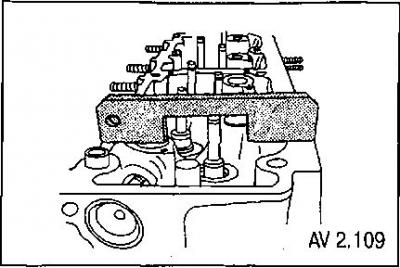
Inspecție chiulasa
1. Curăţaţi împerecherea avionului cu garnitura capului.
2. Verificați garnitura chiulasei și suprafețele de îmbinare ale chiulasei și blocului pentru a vedea dacă nu există gropi, scurgeri, coroziune și scurgeri de gaz în mantaua de răcire.
3. Verificați chiulasa pentru a nu exista fisuri.
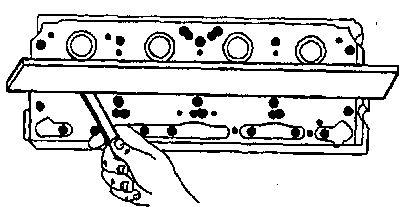
5. Determinați, folosind un set de sonde și o muchie dreaptă, abaterea de la planeitatea planului capului care se împerechează cu garnitura, care nu trebuie să depășească 0,025 mm.
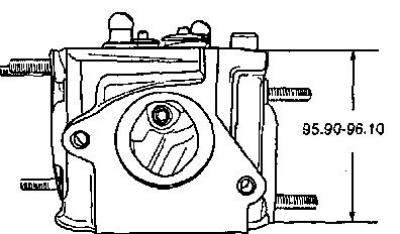
6. Măsurați înălțimea capului blocului. Înălțimea chiulasei trebuie să fie între 94,70-95,65 mm.Dacă înălțimea chiulasei este mai mică de 94,7 mm, aceasta trebuie înlocuită.
7. Verificați toate orificiile filetate pentru deteriorări sau contaminare.
8. Inspectați scaunele supapelor pentru uzură excesivă și arsură.
|
mecanism de supapă |
||
|
Metoda de control a acţionării supapei |
Compensator hidraulic al jocului supapelor |
|
|
Unghiul conic al feței supapei (între generatoare şi avion de cap) |
45" |
|
|
Unghiul conic al scaunului supapei |
45' |
|
|
Beat de referință (max, toate) |
0,03 mm |
|
|
Sfârșiți epuizarea (max, toate) |
0,03 mm |
|
|
Lățimea feței scaunului |
Admisie |
1,3-1,5 mm |
|
Priză |
1,6-1,8 mm |
|
|
Diametrul interior al ghidajului supapei |
7.030-7.050 mm |
|
|
Diametrul tijei supapei |
7 mm |
|
|
Diametrul discului supapei |
Admisie |
38,0 mm |
|
Absolvirea liceului |
31,0 mm |
|
|
Lungimea arcului supapei sub sarcină |
Deschideți supapa 625 +25 N |
21,5 mm |
|
Supapă închisă 275 + 15N |
31,5 mm |
|
Recondiționare ghidaj supape
1. Determinați uzura reală într-o pereche «manșon - tijă de supapă». Cu un spațiu care depășește 0,1 mm, această pereche de frecare trebuie înlocuită. Această operațiune de diagnosticare trebuie efectuată numai de un mecanic calificat.
2. Codul de supradimensionare este ștanțat pe ghidajul supapei și pe capătul tijei supapei. Tabelul prezintă dimensiunile standard și de reparație, denumirea aleezului utilizat de stațiile de service autorizate și conținutul codurilor aplicate bucșelor și supapelor. Există două tipuri de coduri: codul aplicat la asamblarea unui motor nou și codul aplicat bucșei în timpul reparației.
|
mărimea |
Scanează |
Cod aplicat pieselor noi ale motorului |
Cod aplicat pieselor motorului în timpul reparației |
|
Standard |
- |
- |
LA |
|
0,075 |
KM-253 |
1 |
K1 |
|
0,150 |
Km-254 |
2 |
K2 |
|
0,250 |
KM-255 |
- |
A |
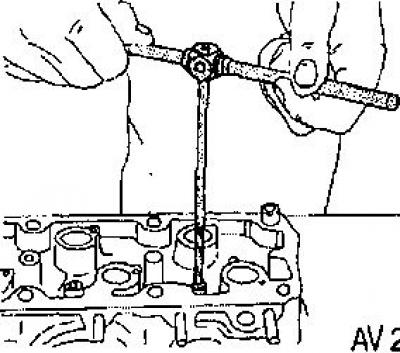
Alezează gaura bucșei de ghidare. Direcția de desfășurare este din partea superioară a chiulasei. Odată implementat, tăiați codul imprimat pe mânecă și aplicați un nou cod.
Recondiționare scaun supapă
1. Finalizați suprafața de lucru a scaunelor supapelor.
Suprafața de închidere a scaunelor supapelor este restaurată cu ajutorul a trei freze conice:
- tăietor pentru prelucrarea suprafeței de lucru a șeii: 45°;
- freza pentru prelucrarea unghiului de corectie superior: 30°;
- freza pentru prelucrarea unghiului de corectie inferior: 60°;
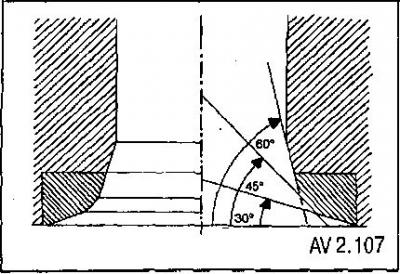
Lățimea scaunului supapei:
- admisie: 1,3-1,5 mm;
- ieșire: 1,6-1,8 mm.
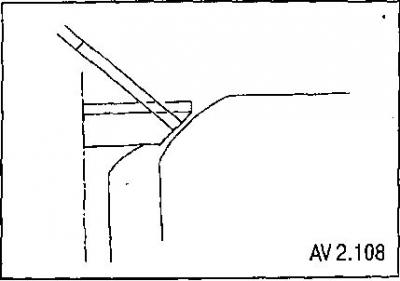
2. Verificați poziția capătului tijei supapei după instalarea supapei (fara calibre speciale, aceasta lucrare trebuie facuta de un mecanic calificat).
3. Dacă capătul tijei este mai sus (mai aproape de axa arborelui cu came), înlocuiți supapele cu altele noi și apoi verificați din nou poziția finală a tijei.
4. Dacă capătul tijei supapei este încă mai sus, în ciuda schimbării supapelor, înlocuiți chiulasa.
Inspecția supapelor
1. Verificați supapa pentru uzură, strivire a capătului superior al tijei.
2. Verificați uzura canelurilor supapei și garniturile de ulei.
3. Inspectați capetele supapelor pentru arsuri și fisuri.
4. Inspectați tijele supapelor pentru uzură, zgârieturi și zgârieturi.
5. Inspectați tija supapei - nu este lungă. soţiile să aibă curbură.
6. Inspectați conul de închidere a supapei. Dacă uzura conului de contact este atât de mare încât refacerea la suprafață produce o margine ascuțită la joncțiunea suprafețelor conice și plate ale capului supapei, supapa trebuie înlocuită.
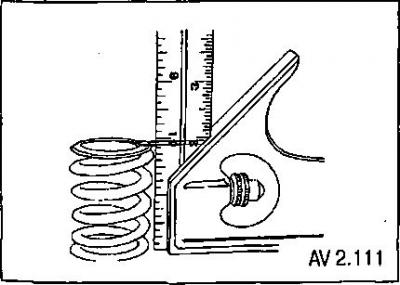
7. Inspectați arcul supapei. Dacă capetele arcului supapei nu sunt paralele, înlocuiți arcul supapei.
8. Măsurați înălțimea arcului supapei. Dacă înălțimea arcului supapei nu se încadrează în specificații, înlocuiți arcul supapei.
9. Inspectați suprafețele de așezare a arcului supapei pentru uzură sau caneluri. Înlocuiți dacă este necesar.
Slefuirea supapei
1. Verificați dacă conul capului supapei nu are arsuri.
2. Supapa poate fi recâștigata doar de două ori. Nu șlefuiți capătul tijei supapei.
3. Unghiul dintre generatoarea conului supapei și planul capului este de 46".
Leuirea supapelor
Dacă uzura conului de închidere al supapei nu este prea mare, supapa trebuie să fie lipită de conul de închidere restaurat al scaunului supapei (de regulă, în timpul funcționării supapei, suprafața de închidere a lagărelor bielei devine mai largă: până la 4-5 mm). Dacă în același timp nu există nicio canelură adâncă pe con, atunci este posibil să șlefuiți supapa pe scaunul restaurat fără a șlefui conul.
Supapa este șlefuită folosind paste speciale de leuit pe bază de corindon.
În acest caz, supapa, instalată în manșonul de ghidare, efectuează mișcări alternative cu rotație simultană la dreapta și la stânga, alternativ. Astfel de mișcări sunt necesare pentru formarea liniilor oblice de lepătură, situate transversal. În timpul procesului de șlefuire, rotiți periodic supapa din scaun pentru a asigura o șlefuire uniformă. Leparea poate fi considerată completă atunci când pe suprafața de închidere a supapei se formează o bandă uniformă de contact inelară gri mat, egală ca lățime cu suprafața de închidere a scaunului.
Asamblare
1. Instalați diblurile carcasei arborelui cu came.
2. Lubrifiați tijele supapelor cu ulei de motor.
3. Instalați supape.
4. Instalați garniturile tijei supapei.
5. Montați arcurile supapei.
6. Comprimați arcurile supapelor și instalați fletele.
7. Montați capacul supapei.
8. Instalați termostatul.
9. Instalați carcasa termostatului
10. Montați șuruburile carcasei termostatului și strângeți-le la 20 Nm.
11. Montați știfturile galeriei de admisie.
12. Montați garnitura galeriei de admisie.
13. Montați galeria de admisie și strângeți piulițele la 25 Nm.
14. Montați bujiile și strângeți-le la 40 Nm.
15. Montați știfturile galeriei de evacuare.
16. Montați garnitura galeriei de evacuare.
17. Montați galeria de evacuare și strângeți piulițele la 25 Nm.
18. Instalați scutul termic al galeriei de evacuare și strângeți șuruburile la 15 Nm.
19. Instalați senzorul de temperatură a lichidului de răcire și strângeți-l la 20 Nm.
20. Montați chiulasa împreună cu galeria de admisie și galeria de evacuare.