
Select the adjusting ring using the A.70184 mandrel and the A.95690 device with an indicator. Perform the operations in the following order.
Having secured the gearbox housing on the stand, press the outer rings of the front and rear bearings of the drive gear into the housing sockets, using the mandrels for this: for the front bearing A.70185, and for the rear - 67.7853.9575 (figure 3-64).
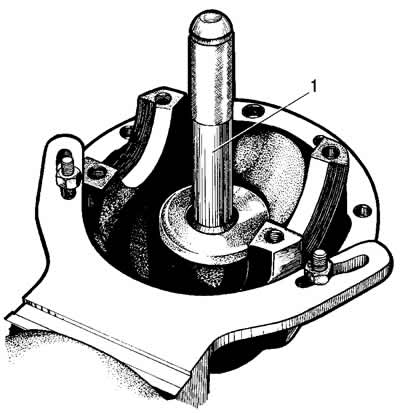
Figure 3-64. Installing the outer ring of the rear bearing of the drive gear with a mandrel:
1 - mandrel 67.7853.9575.
On the A.70184 mandrel, simulating the drive gear, install the inner ring of the rear bearing using the A.70152 mandrel and insert the mandrel into the neck of the gearbox housing (figure 3-65).
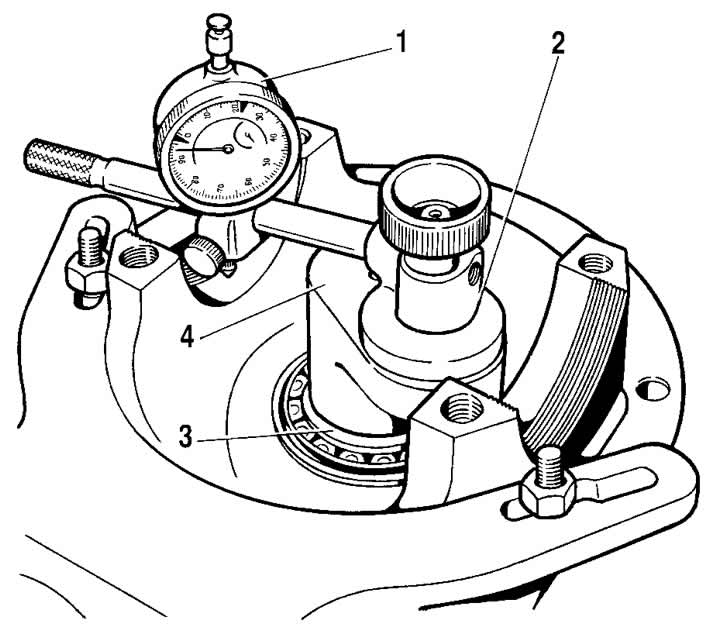
Figure 3-65. Determining the thickness of the drive gear adjusting ring:
1 - indicator;
2 - device A.95690;
3 - rear bearing of the drive gear;
4 - mandrel A.70184.
Install the front bearing inner ring, the pinion flange and, while turning the mandrel to correctly install the bearing rollers, tighten the nut to a torque of 7.85-9.8 Nm (0.8-1 kgf·m).
Fix the device A.95690 to the end of the mandrel 4 and set the indicator, which has divisions of 0.01 mm, to the zero position by installing its leg on the same end of the mandrel A.70184. Then move the indicator 1 so that its leg rests on the seating surface of the differential box bearing.
By turning the mandrel 4 with the indicator to the left and to the right, set it to a position in which the indicator arrow marks the minimum value "a₁" (figure 3-66) and write it down. Repeat this operation on the seating surface of the second bearing and determine the value of "a₂".
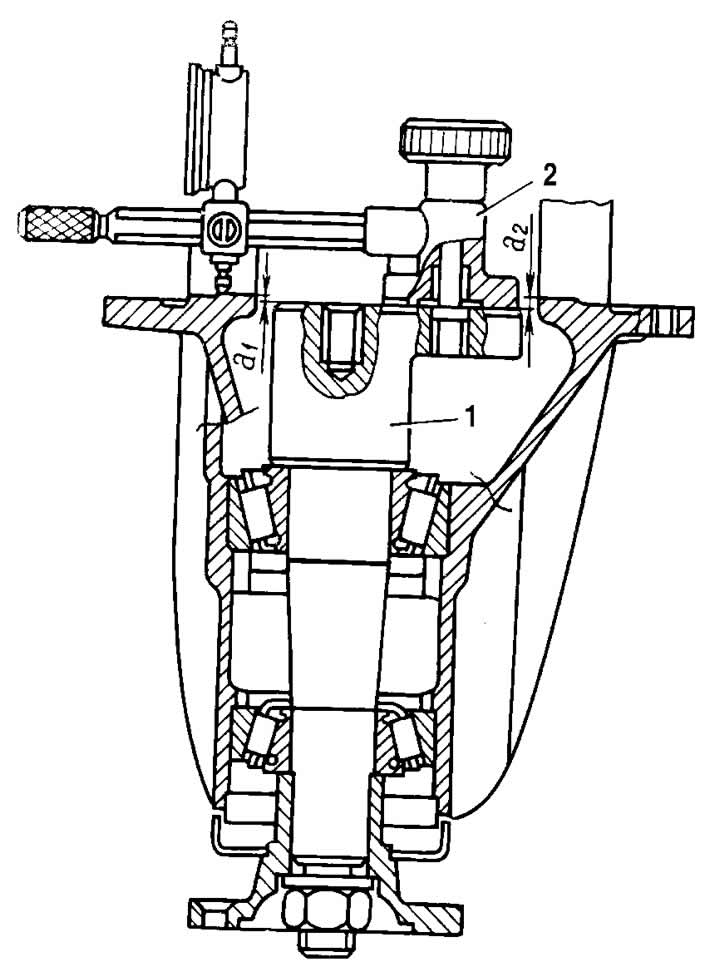
Figure 3-66. Measurement diagram for determining the thickness of the drive gear adjusting ring:
1 - mandrel A.70184;
2 - device A.95690 with indicator;
a₁ and a₂ are the distance from the end of the mandrel to the journals of the differential bearings.
Determine the thickness "S" of the drive gear adjusting ring, which is the algebraic difference between the values "a" and "b":
S = a - b
where:
a — the arithmetic mean distance from the end of the mandrel 1 (figure 3-66) to the differential bearing journals:
a = (a₁ + a₂): 2;
b — deviation of the drive gear from the nominal position translated into mm. The deviation value is marked on the drive gear (figure 3-67) in hundredths of a millimeter with a plus or minus sign.
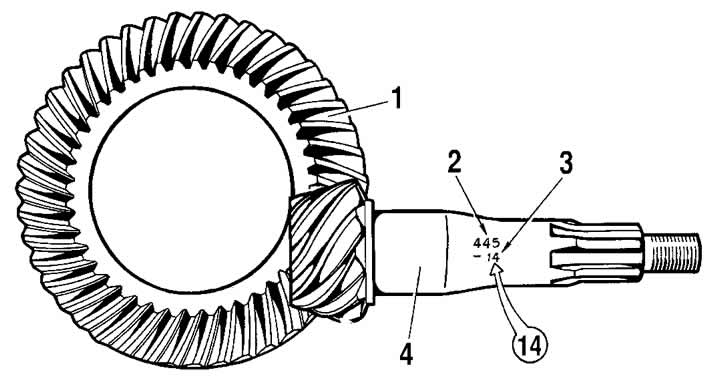
Figure 3-67. Final drive gears:
1 - driven gear;
2 - serial number;
3 - correction in hundredths of a millimeter to the nominal position;
4 - driving gear.
When determining the thickness of the adjustment ring, take into account the sign of the quantity "b" and its units of measurement.
Example. Let's assume that the value "a" set with the indicator is 2.91 mm (the value "a" is always positive), and the deviation "-14" is set on the drive gear after the serial number. To get the value "b" in millimeters, you need to multiply the specified value by 0.01 mm.
b = -14 x 0.01 = -0.14 mm
Determine the thickness of the adjusting ring for the drive gear in millimeters.
S = a - b = 2.91 - (-0.14) = 2.91 + 0.14 = 3.05 mm
In this case, install a 3.05mm thick adjustment ring.
Install the adjusting ring of the required thickness on the drive gear and press it on using the A.70152 mandrel (figure 3-68) inner ring of the rear bearing, removed from the mandrel A.70184. Install the spacer sleeve.
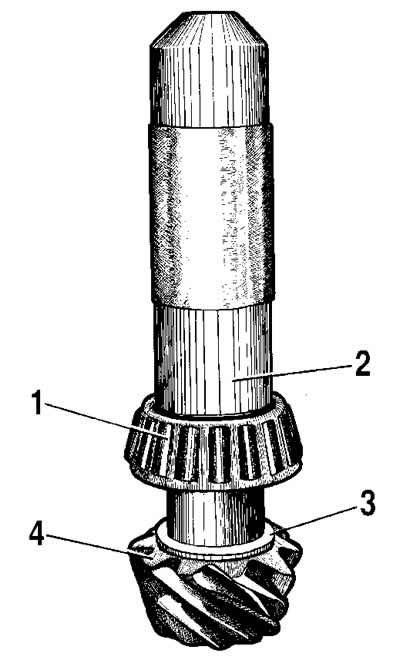
Figure 3-68. Installing the rear bearing inner race onto the pinion gear:
1 - roller bearing ring;
2 - mandrel A.70152;
3 - adjusting ring;
4 - driving gear.
Warning: When repairing the rear axle gearbox, it is necessary to install a new spacer sleeve if the gearbox housing, final drive gears or pinion bearings have been replaced. If these parts remain the same, the spacer sleeve can still be used.
Install the pinion gear into the gearbox housing and install the front bearing inner ring, oil deflector, oil seal, pinion gear flange and washer onto it. Screw the nut onto the end of the pinion and, having locked the pinion gear flange, tighten it (for tightening torque, see below).